Extras din proiect
Tema proiectului
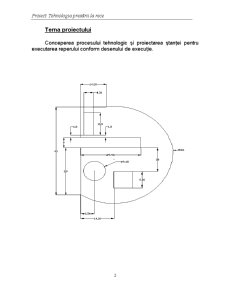
Conceperea procesului tehnologic şi proiectarea ştanţei pentru executarea reperului conform desenului de execuţie.
1. Analiza datelor iniţiale
1.1. Analiza materialului
Materialul folosit este CuZn15 un material moale ce sa livrează în trei stări de ecruisare:O-moale; HA-jumătate tare;HB-tare.
a). caracteristici mecanice(STAS95-80)
- rezistenţa de rupere la tracţiune:Rm=300...370[N/mm2];
- alungirea la rupere: A5min=50%;
- duritatea: -minimă: 55HB iar maximă: 85 HB.
b). compoziţie chimică:
- 80% Cu, 20% Zn.
c). adoptarea tipului de semifabricat şi dimensiunile acestuia:
- masa: 8,5 Kg/m3;
- tipul semifabricatului : colac de tabla de lungime 30 [m]
d) aspect: suprafaţa tablei trebuie să fie curată, netedă, lipsită de umflături, crăpături, solzi, stratificări, suprapuneri de material, incluziuni de corpuri străine.
1.2. Analiza desenului de execuţie
Condiţii tehnice
Pentru grosimea semifabricatului de 0,5 mm avem pentru dimensiunile liniare următoarele abateri pentru clasa de precizie 2:
R9.48±0.03; 26±0.01 ;
Rezistenţa la forfecare: τ=20 daN/mm2;
Rezistenţa la rupere: Rm=25 daN/mm2;
Alungirea relativă: A5min=60%.
2. Studiul tehnologicităţii piesei
2.1. Stabilirea dimensiunilor minime ale orificiilor perforate
2.2. Stabilirea dimensiunilor minime ale orificiilor perforate
Pentru forma dreptunghiulară dimensiunea minimă a orificiului este latura mică. Pentru materialul CuZn30 dimensiunea minimă este de:
2.3. Stabilirea şi verificarea preciziei pieselor perforate
Nu sunt orificii perforate
2.4. Precizia pieselor decupate
s=0,5mm; orificii decupate pana la 50 [mm] precizia este de ±0,15.
2.5. Precizia distanţelor între două orificii alăturate
s=0,5mm, distanţele sunt mai mici de 50 mm, precizia este de ±0,5.
2.6. Precizia distanţelor între marginea orificiului şi conturul piesei
s=0,5 mm, precizia este ±0,5.
2.7. Distanţa minimă între muchiile active ale orificiilor plăcilor de tăiere
s=0,5 =>a=1,6 mm.
2.8. Raze minime de racordare la contururile unghiulare
α≥900,perforare. R>0,4•s; Rmin=0,4•s=0,4•0,5=0,2 mm.
2.9. Stabilirea volumului anual de producţie
Producţie de serie mare cu peste 1.000.000 de bucăţi.
Preview document
























Conținut arhivă zip
- Tehnologia Presarii la Rece.doc
Alții au mai descărcat și

PARTEA I PROCES SI SISTEM DE PRODUCTIE PENTRU PRODUSUL CARCASA MEMORIUL TEHNICO – ECONOMIC CAPITOLUL 1 DATE INITIALE GENERALE Proiectarea...

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...
Te-ar putea interesa și

1.Memoriu de prezentare 1.1 Introducere Prelucrarea metalelor prin deformare la rece se realizează în urma unor operații de tăiere, de deformare...

INTRODUCERE Tehnologia presării la rece asigură utilizarea raţională a materialelor, procese tehnologice cu consumuri reduse de energie,...

Introducere Tehnologia produselor alimentare este o ramură a ştiinţelor tehnice care cuprinde elaborări, argumentări teoretice şi experimentale a...

Tema proiectului Să se proiecteze itinerariul tehnologic , precum şi sculele necesare pentru obţinerea reperului ,,Suport rolă” din următoarea...

I. MEMORIU TEHNIC 1. Consideraţii generale asupra presării la rece Presarea la rece este o metodă tehnologică de prelucrare mecanică prin care,...

I. Memoriul tehnic [1] 1.1 Consideratii generale privind presarea la rece: Definita presarii la rece: Presarea la rece este o metoda...

1. Fișe tehnologice Fișă tehnologică Nr 1 Tort de lămîie Materii prime U.M Cantitatea bruta pentru 4 portii Gramaj pentru o portie de produs...

Tehnologia presarii la rece asigura utilizarea rationala a materialelor, procese tehnologice cu consumuri reduse de energie, productivitate...