
Extras din proiect
Tema proiectului
Tema proiectului: să se proiecteze tehnologia de prelucrare mecanică a reperului din desenul anexat, plecând de la următoarele date inițiale:
Desenul de execuție a piesei;
Echipamentul disponibil in departament;
Fond de timp: corespunzător unui schimb (8 ore pe zi);
ETAPA 1
În urma analizei desenului de execuție, s-au constatat următoarele:
desenul a fost executat pe format standardizat A2;
vederea de pe desen explicitează complet piesa
cotele existente sunt suficiente.
toleranțele pentru cotele libere vor fi conform SR ISO2768mk;
Inventarul suprafețelor:
Fig. 1 Notare suprafețelor.
Denumirea suprafeței Tip suprafață Dimensiuni
(mm) Toleranțe
(µm) Rugozitate (µm)
S1 Suprafață frontala θ200 mm -0.05 mm 3.2 µm
S2 Suprafata
cilindrica θ200 mm -0.05 mm 6.4 µm
S3 Suprafață frontala θ200 mm -0.05 mm 3.2 µm
S4 Suprafață frontala θ130 mm ±0.5 mm 6.4 µm
S5 Suprafata cilindrica interioara θ8 mm +0.03 mm 6.4 µm
S6 Suprafata filetata interioara M8.1 ±0.2 mm 6.4 µm
S7 Suprafata cilindrica interioara θ8 mm +0.03 mm 6.4 µm
S8 Suprafata cilindrica interioara θ8 mm +0.03 mm 6.4 µm
S9 Suprafata cilindrica interioara θ8 mm +0.03 mm 6.4 µm
S10 Suprafata cilindrica interioara θ8 mm +0.03 mm 6.4 µm
S11 Suprafata filetata interioara M8.1 ±0.2 mm 6.4 µm
S12 Suprafata cilindrica interioara θ8 mm +0.03 mm 6.4 µm
S13 Suprafata cilindrica interioara θ8 mm +0.03 mm 6.4 µm
S14 Suprafata cilindrica interioara θ8 mm +0.03 mm 6.4 µm
S15 Suprafata cilindrica interioara θ63.7 mm +0.03 mm 1.6 µm
Tab. 1. Inventarul suprafețelor.
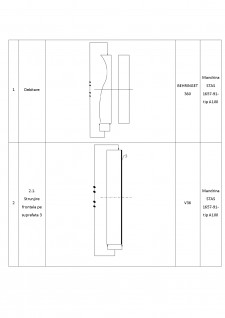
Datorita formei si solicitărilor la care este supusa piesa se alege semifabricat tip bara laminat la cald.
Preview document














Conținut arhivă zip
- Tehnologii de fabricatie al unei piese.docx
Te-ar putea interesa și

Memoriu justificativ Tema lucrării de diplomă este “Proiectarea şi verificarea unui şasiu spatial sudat utilizând pachete software dedicate”. Ea...

1.1. SISTEM FLEXIBIL DE FABRICAŢIE.NOTIUNI TEORETICE. DEFINIŢIE. STRUCTURĂ Sistemul flexibil de fabricaţie (S.F.F.), este un complex integrat,...

Motivaţie În lucrarea de faţă am tratat câteva noţiuni teoretice legate de tehnologia de construcţie şi fabricaţie a motoarelor asincrone , în...

I SECTOARE DE TURNARE Organizarea, activitatile de baza si utilaje necesare obtinerii pieselor turnate In cadrul turnarii intreprinderilor...

1.1 Descrierea principiului masinii , mecanizmului , ansamblului in componenta carea intra piesa ; conditiile de lucru a piesei in ansamblu ,...

INTRODUCERE SFF-ul reprezintă un ansamblu de maşini-unelte reunite într-un sistem comun de transport, manipulare şi depozitare a semifabricatelor,...

Problemele rezistentei materialelor Rezistenta materialelor este o stiinta în cadrul Mecanicii tehnice care studiaza cu ajutorul anumitor metode...

1.STABILIREA SI/SAU ANALIZA ROLULUI FUNCTIONAL AL PIESEI Cunoașterea rolului funcțional al piesei este prima etapa in proiectarea oricărui proces...