Cuprins
- CAPITOLUL 1. ANALIZA CONSTRUCTIV - FUNCȚIONALĂ A CONSTRUCȚIEI SUDATE
- 3
- 1.1. Condiții de exploatare 3
- 1.2. Descrierea constructiv - funcțională 3
- CAPITOLUL 2. MATERIALE DE BAZĂ ȘI DE ADAOS 5
- 2.1. Meterialul de bază 5
- 2.2. Alegerea materialelor de adaos 5
- 2.2.1. Alegerea electrozilor înveliți pentru sudarea electrică manuală 5
- 2.2.2. Alegerea materialelor de adaos la sudarea semimecanizată MAG-CO2 7
- CAPITOLUL 3. PREGĂTIREA COMPONENTELOR ÎN VEDEREA SUDĂRII 8
- CAPITOLUL 4. DISPOZITIVUL PENTRU SUDARE 8
- CAPITOLUL 5. STABILIREA PARAMETRILOR REGIMULUI DE SUDARE 10
- 5.1. Calculul parametrilor regimurilor de sudare manuală cu electrozi înveliţi 10
- 5.2. Calculul parametrilor regimului de sudare MAG - CO2 14
- CAPITOLUL 6. CALCULUL TEMPERATURII DE PREÎNCĂLZIRE 19
- 6.1. Determinarea temperaturilor de preîncălzire la sudarea manuală cu electrozi înveliţi
- 20
- 6.2. Determinarea temperaturilor de preîncălzire la sudare semimecanizată MAG-CO2
- 21
- CAPITOLUL 7. ALEGEREA SURSELOR PENTRU SUDARE 23
- 7.1. Echipament pentru sudarea manuală cu electrozi înveliţi 23
- 7.2. Echipament pentru sudarea MAG - CO2 23
- CAPITOLUL 8. CONTROLUL ÎMBINĂRILOR SUDATE 24
- 8.1. Controlul înainte de sudare 24
- 8.2. Controlul în timpul sudării 24
- 8.3. Controlul după sudare 24
- CAPITOLUL 9. NORMAREA TEHNICĂ. 24
- 9.1. Norma tehnică de timp 24
- 9.1.1. Norma tehnică de timp la sudarea electrică manuală cu electrozi inveliţi 26
- 9.1.2. Norma tehnică de timp la sudarea MAG - CO2 28
- 9.2. Normarea consumului de materiale 30
- 9.2.1. Normarea consumului de electrozi înveliţi 30
- 9.2.2. Normarea consumului de sârmă şi gaz de protecţie 31
- 9.3. Normarea consumului de energie electrică 31
- 9.3.1. Normarea consumului de energie electrică la sudarea electrică manuală cu electrozi înveliţi
- 32
- 9.3.2. Normarea consumului de energie electrică la sudarea MAG-CO2 32
- CAPITOLUL 10. NORME SPECIFICE DE SECURITATE A MUNCII PENTRU
- SUDARE
- 33
- BIBLIOGRAFIE 38
Extras din proiect
ANALIZA CONSTRUCTIV - FUNCȚIONALĂ A CONSTRUCȚIEI SUDATE
1.1. Condiţii de exploatare a construcţiei sudate
Construcţia metalică CORP STOPA este exploatată în următoarele condiţii:
- condiţii de exploatare: dinamică;
- natura mediului în care este exploatată construcţia: hală industrială;
- temperatura de exploatare: + 20 25 ˚C.
1.2. Descrierea constructiv - funcţională
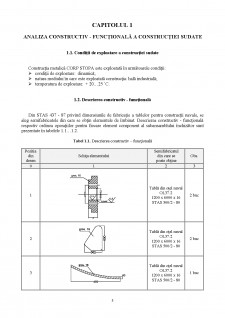
Din STAS 437 - 87 privind dimensiunile de fabricaţie a tablelor pentru construcţii navale, se aleg semifabricatele din care se obţin elementele de îmbinat. Descrierea constructiv - funcţională respectiv ordinea operaţiilor pentru fiecare element component al subansamblului închizător sunt prezentate în tabelele 1.1 1.2.
Tabel 1.1. Descrierea constructiv - funcţională
Pozitia
din
desenSchiţa elementuluiSemifabricatul
din care se
poate obţineObs.
0123
1
Tablă din oţel naval OL37.2
1200 x 6000 x 16
STAS 500/2 - 802 buc
2
Tablă din oţel naval OL37.2
1200 x 6000 x 16
STAS 500/2 - 802 buc
3
Tablă din oţel naval OL37.2
1200 x 6000 x 16
STAS 500/2 - 801 buc
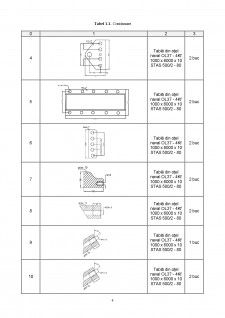
Tabel 1.1. Continuare
0123
4
Tablă din oţel naval OL37 - 4Kf
1000 x 6000 x 10
STAS 500/2 - 802 buc
5
Tablă din oţel naval OL37 - 4Kf
1000 x 6000 x 10
STAS 500/2 - 802 buc
6
Tablă din oţel naval OL37 - 4Kf
1000 x 6000 x 10
STAS 500/2 - 802 buc
7
Tablă din oţel naval OL37 - 4Kf
1000 x 6000 x 10
STAS 500/2 - 802 buc
8
Tablă din oţel naval OL37 - 4Kf
1000 x 6000 x 10
STAS 500/2 - 802 buc
9
Tablă din oţel naval OL37 - 4Kf
1000 x 6000 x 10
STAS 500/2 - 801 buc
10
Tablă din oţel naval OL37 - 4Kf
1000 x 6000 x 10
STAS 500/2 - 802 buc
11
Tablă din oţel naval OL37 - 4Kf
1000 x 6000 x 10
STAS 500/2 - 802 buc
12
Tablă din oţel naval OL37 - 4Kf
1000 x 6000 x 10
STAS 500/2 - 804 buc
13
Tablă din oţel naval OL37 - 4Kf
1000 x 6000 x 10
STAS 500/2 - 802 buc
14
Tablă din oţel naval OL37 - 4Kf
1000 x 6000 x 10
STAS 500/2 - 801 buc
Tabel 1.2. Ordinea operaţiilor pentru fiecare element component al subansamblului
Poz.din
desenOperaţii
Utilaje folosite
Înainte de sudareDupă sudare
Îndr.Curăţ.Tras.Deb.
ter.Deb.
mec.Pol.Asch.Alte
op.Asch.Alte
op.
01234567891011
1XXXX-XX--XPresă
Instalatie de sablat
Foarfeca ghilotina
Polizor de mana
Trusa taiere
oxigaz
2XXXX-XX--X
3XXXXXXX--X
4XXX-XXX--X
5XXX-XXX--X
6XXX-XXX--X
7XXXX-XX--X
8XXXX-XX--X
9XXXXXXX--X
10XXX-XXX--X
11XXX-XXX--X
12XXX-XXX--X
13XXXXXXX--X
14XXXXXXX--X
CAPITOLUL 2
MATERIALE DE BAZĂ ȘI DE ADAOS
2.1. Metalul de bază
Pentru realizarea subansamblului închizător vom utiliza semifabricate din oţel oţel naval OL37.2 având compoziţia chimică şi caracteristicile mecanice conform tabelelor 2.1. şi 2.2.
Tabel 2.1. Compoziţia chimică a metalului de bază
Metalul de
bazăCompoziţia chimică, %
CMnPSSiAlte elemente
OL37.20,180,800,0500,050--
Tabel 2.2. Caracteristicile mecanice ale metalului de bază
Metalul de
bazăCaracteristicile mecanice
Rm,
MPaRp0,2,
MPaA,
%KCUmin,
J/cm2T
0CKVmin,
J
OL37.2360 - 44024023--27
+ 20 0C
2.2. Alegerea materialelor de adaos
2.2.1. Alegerea electrozilor înveliți pentru sudarea electrică manuală
Electrozii înveliţi destinaţi sudării manuale se aleg în funcţie de următoarele criterii:
-destinaţia construcţiei sudate;
-condiţiile de exploatare ale acesteia;
-compoziţia chimică a materialelor de bază;
-caracteristicile mecanice ale materialelor de bază.
Pentru sudarea electrică manuală cu electrozi înveliţi a subansamblului închizător alegem electrodul învelit bazic TENSILFRO 2000.
Clasificare:
AWS A5.1: E 7018.1 H4R;
DIN 1913: E5155 B10 120;
UNI 5132: E44/52L4B20R11KV50KVD50;
EN 499: E 46 5 B 3 2 H5.
Autorizare: ABS, CONTROLAS, LRS, TUV, ISPESL, DNV, RINA.
Caracteristici principale: Electrod bazic pentru sudarea oțelurilor carbon și slab aliate, învelișul acestui electrod a fost studiat pentru a asigura o absorbție scăzută de umiditate și de asemenea un conținut foarte scăzut de hidrogen difuzibil în metalul depus (< 4 ml/100 g). Excelentele caracteristici mecanice ale metalului depus recomandă acest electrod pentru executarea structurilor sudate de mare importanță. Conținutul scăzut de hidrogen difuzibil asigură o rezistență mărită la fisurarea la rece și de asemenea valori crescute ale rezilienței până la temperatura de - 50° C. Caracteristici excelente de sudabilitate în toate pozițiile de sudare cu excepția poziției vertical descendent. Stropire foarte redusă atât în curent continuu cât și în curent alternativ, cu o rată mare de depunere.
Domenii de aplicare: construcții navale, recipienți sub presiune, inclusiv pentru industria chimică/petroliferă, fabricarea țevilor; construcția platformelor marine, poduri + căi ferate + construcții civile (poduri, viaducte).
Poziții de sudare:
Curent: DC+, AC.
Randament: 115 %.
Analiza chimică a metalului depus, %
CMnSiSP
CuNiCrMoV
0,04 0,081,20 1,60 0,50 0,015 0,015
0,05 0,05 0,05 0,01 0,02
Caracteristici mecanice
Tratament termic Rm, MPaRp 0,2, MPaE, % 5dKV, J la - 50 °C
Stare sudată 530 660 460 26 100
După 610 °C x 1h500 640 420 26 100
Depozitare - calcinare: A se păstra în locuri uscate la temperatura camerei. Odată deschis pachetul, a se păstra la temperatura de (90 - 150) °C. H2 difuzibil < 3 după reuscare la (400 - 420) °C x 1 h (max. 5 ori). ml/100 g < 5 după expunere în atmosfera (80 % u.r. - 27 °C - 9 h).
Curenți de sudare
2,53,254,05,06,0
60 10090 140120 190180 240220 280
Ambalare
Diametru, mm2,02,52,53,253,254,05,06,0
Lungime, mm300300350350450450450450
Greutate pe electrod, g13,018,821,235,568,568,5106,7150,3
Nr. de fire pe pachet27518018012080805035
Greutate pe pachet, Kg3,63,64,24,25,55,55,35,3
Număr de fire pe cutie1100720540360240240150105
Greutate pe cutie, Kg14,414,421,212,616,516,515,915,9
Bibliografie
1.Anghelea N., Matragoci C., Grigoraș A., Popovici V., Sudarea în mediu de gaze protectoare, Editura Tehnică, București, 1982.
2.Berinde V., Agenda sudorului, Editura Tehnică, București, 1984.
3.Burcă M., Negoițescu S., Sudarea MIG - MAG, Editura Sudura, Timișoara, 2002.
4.Cheșa I., Lascu-Simion N., Mureșeanu C., Rizescu C., Teodorescu M. S., Mărci și produse din oțel, Editura Tehnică, București, 1989.
5.Constantin E., Tehnologia sudării prin topire, Partea I - Bazele tehnologice ale sudării prin topire, Universitatea din Galați, 1993.
6.Constantin E., Tehnologia sudării prin topire, Partea II - Tehnologia procedeelor de sudare, Universitatea din Galați, 1994.
7.Dehelean D., Sudarea prin topire, Editura Sudura, Timișoara, 1997.
8.Echim I., Lupescu I., Tehnica sudării prin topire a metalelor și aliajelor - 150 întrebări și răspunsuri, Editura Tehnică, București, 1983.
9.Georgescu V., Georgescu B., Iordăchescu M., Control nedistructiv, TOM V, Vol. 2, Editura Lux Libris, Brașov, 2001.
10.Ilea P., Panaitescu S., Catalog de echipamente pentru mecanizarea operațiilor de tăiere termică, ISIM Timișoara, 1988.
11.Machedon T. P., Andreescu F. G., Materiale metalice pentru produse sudate, Tom II, Vol. 1, Editura Lux Libris, Brașov, 1996.
12.MicloșI V., Scorobețiu L., Jora M., Miloș L., Bazele proceselor de sudare, Editura Didactică și Pedagogică, București, 1982.
13.MicloșI V., Andreescu F., Lupu V., Echipamente pentru sudare, Editura Didactică și Pedagogică, București, 1984.
14.Mihăilescu D., Procedee conexe sudării, TOM III, Vol. 4, Editura Lux Libris, Brașov, 1997.
15. Mihăilescu D., Procedee conexe sudării, Lucrări practice, Universitatea "Dunărea de Jos" din Galați, 1997.
16. Morariu Șt., Transformări în îmbinările sudate ale oțelurilor, Editura Facla, Timișoara, 1984.
17. Nițu V., Tehnologia sudării prin topire - Elemente de proiectare, Universitatea din Galați, 1990.
18. Popovici V., Șontea S., Popa N., Șarlău C., Miloș L., Nanu S., Ghidul lucrărilor de sudare, tăiere, lipire, Editura Scrisul Românesc, Craiova, 1984.
19. Safta V.I, Safta V.I.Jr, Defectoscopie nedistructivă industrială, Editura Sudura, Timișoara, 2001.
20. Sălăgean T., Sudarea cu arcul electric, Editura Facla, Timișoara, 1977.
21. Sălăgean T., Tehnologia procedeelor de sudare cu arc, Editura Tehnică, București, 1985.
22. Sălăgean T., Mălai D., Vodă M., Optimizarea sudării cu arcul electric, Editura Tehnică, București, 1988.
23. Sârbu I., Tehnologia sudării prin topire, Editura Tehnica - Info, Chișinău, 2000.
24. Șerban D., Găvan E., Tehnologii de asamblare și sudare a corpului navei, Editura Evrika, Galați, 2001.
25. *** STAS 500/2 - 80: Oțeluri de uz general pentru construcții. Mărci și condiții tehnice de calitate.
Preview document






































Conținut arhivă zip
- Tehnologii de sudare prin topire.docx
Alții au mai descărcat și

CAPITOLUL 1 ANALIZA CONSTRUCTIVĂ, FUNDAMENTALĂ ŞI TEHNOLOGICĂ A CONSTRUCŢIEI SUDATE 1.1 Condiţii de exploatare a construcţiei sudate - Condiţii...

1. SUDAREA CU ARC ELECTRIC Sudarea reprezintă procedeul fizico-chimic prin care se realizează o îmbinare iemontabilă între două componente....

SUDAREA MIG/MAG Procedeul de sudare MIG/MAG a început să se dezvolte din anul 1947, atunci când pe piața din SUA au apărut primele instalații...

Sudarea metalelor - sudarea manuala prin topire cu energie electrica - sudarea cu arc electric sub strat de flux - sudarea cu arc electric...

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...

CURS 1. SUDAREA PRIN DIFUZIE (45). Sudarea prin difuzie face parte din categoria procedeelor de sudare prin presiune, fără metal de adaos, la...
Te-ar putea interesa și

1.1 Generalităţi Conductele magistrale sunt elemente funcţionând sub presiune ale sistemelor pentru transportul fluidelor de diverse naturi. Gaze,...

CAPITOLUL 1. Noţiuni introductive 1.1.Descrierea macaralei Maşinile de ridicat şi de transportat sunt destinate deplasării greutăţilor. O...
CAPITOLUL 1 ANALIZA CONSTRUCTIVĂ, FUNDAMENTALĂ ŞI TEHNOLOGICĂ A CONSTRUCŢIEI SUDATE 1.1 Condiţii de exploatare a construcţiei sudate - Condiţii...

Descriere Constructia sudata care face obiectul proiectului de fata face parte din mecanismul de ridicare electrozi al instalatiei de tratare a...

Capitolul I Stadiul actual al tehnologiilor de sudare 1.1. Introducere. Scurt istoric. Un proces vechi de când lumea. Textul biblic pomeneşte...

CAPITOLUL I PROCESE ŞI PROCEDEE DE SUDARE 1.1 Definitii si terminologie Sudarea este un procedeu de imbinare nedemontabila a doua materiale,...
1. SUDAREA CU ARC ELECTRIC Sudarea reprezintă procedeul fizico-chimic prin care se realizează o îmbinare iemontabilă între două componente....

CAPITOLUL 1 NOŢIUNI INTRODUCTIVE 1.1. Scurt istoric Sudarea, conform STAS 5555/1-81, este operaţia de realizare a unei îmbinări nedemontabile...