Extras din proiect
TEMA
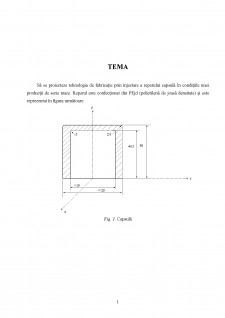
Să se proiecteze tehnologia de fabricație prin injectare a reperului capsulă în condițiile unei producții de serie mare. Reperul este confecționat din PEjd (polietilenă de joasă densitate) și este reprezentat în figura următoare:
Fig. 1. Capsulă
1.
Simularea injectării reperului „capsulă”
Fig. 2. Reperul cutie discretizat cu elemente de tip Fusion.
Process settings :
Machine parameters :
------------------
Maximum machine clamp force = 7.0002E+03 tonne
Maximum injection pressure = 1.8000E+02 MPa
Maximum machine injection rate = 5.0000E+03 cm^3/s
Machine hydraulic response time = 1.0000E-02 s
Process parameters :
------------------
Fill time = 1.1000 s
Injection time has been determined by automatic calculation.
Stroke volume determination = Automatic
Cooling time = 20.0000 s
Velocity/pressure switch-over by = Automatic
Packing/holding time = 10.0000 s
Ram speed profile (rel):
% shot volume % ram speed
---------------------------------
100.0000 100.0000
0.0000 100.0000
Pack/hold pressure profile (rel):
duration % filling pressure
---------------------------------
0.0000 s 80.0000
10.0000 s 80.0000
20.0000 s 0.0000
Ambient temperature = 25.0000 C
Melt temperature = 190.0000 C
Ideal cavity-side mold temperature = 45.0000 C
Ideal core-side mold temperature = 45.0000 C
NOTE: Mold wall temperature data from cooling analysis not available
Preview document











Conținut arhivă zip
- Tehnologii moderne de ambalare.doc
Te-ar putea interesa și

1. SITUAŢIA TRANSPORTULUI FEROVIAR DE MĂRFURI ÎN ANSAMBLUL GENERAL AL TRANSPORTULUI 1.1. Importanţa economică a transportului Majoritatea...

SINTEZA RAPORTULUI DE PRACTICA S.C. BEMANIS S.R.L., infiintata in anul 1999, cu sediul in Radauti, Judetul Suceava si un capital social de 62...

1. Introducere Originile inghetatei sunt destul de neclare. Cert este ca multe civilizatii antice au fost cucerite de un predecesor al inghetatei...

Partea I Caracterizarea organizatiei S.C. Vel Pitar S.A. si a pietei pe care este prezenta Conform datelor statistice din anul 2009, piata...

Containerul - o cutie mare pentru o lume mica Ȋn transporturile de marfă, containerul s-a dovedit a fi la fel de important ca motorul cu reacție...

INTRODUCERE Brânza este un produs lactat obținut prin coagularea laptelui anumitor animale, mai des vaci, dar și capre, iac, oi și bivoli. Pentru...

Argument Am ales aceasta tema deoarece, din punctul meu de vedere, ambalajul este cel mai important lucru cand vine vorba de produse. Acesta...

1. Descrierea organizației Coca-Cola a început să-și realizeze rețeaua sa globală în anii “20. Fiind acum prezentă în peste 200 țări și producând...