Cuprins
- CAP.1. NOŢIUNI INTRODUCTIVE
- 1.1. Scurt istoric.pag.4
- 1.2. Particularităţi ale sudării prin presiune.pag.9
- 1.3. Mecanismul formării îmbinării la sudarea în stare solidă.pag.14
- 1.4. Clasificarea procedeelor de sudare prin presiune.pag.16
- 1.5. Avantajele sudării prin presiune.pag.20
- CAP.2. SUDAREA PRIN PUNCTE
- 2.1. Principiul de lucru.pag.22
- 2.2. Formarea punctului sudat.pag.25
- 2.3. Variante de sudare în puncte.pag.28
- 2.3.1. Sudarea pe maşini cu pedală.pag.29
- 2.3.2. Sudarea pe maşini pneumatice universale.pag.31
- 2.3.3. Sudarea cu pistolet manual.pag.32
- 2.3.4. Sudarea cu pistolet pneumatic.pag.33
- 2.3.5. Sudarea cu echipamente mobile (suspendate).pag.34
- 2.3.6. Sudare indirectă (dublu punct).pag.37
- 2.3.7. Sudare directă dublu punct.pag.40
- 2.3.8. Sudarea multipunct.pag.41
- 2.4. Defectele îmbinărilor sudate în puncte.pag.44
- 2.5. Controlul calităţii îmbinărilor sudate în puncte.pag.49
- 2.6. Aplicaţii ale sudării prin puncte.pag.53
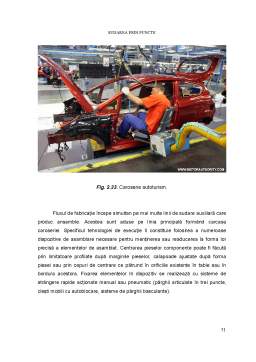
- 2.6.1. Sudarea în construcţia de autovehicule.pag.53
- 2.6.2. Sudarea în construcţii aeronautice.pag.56
- 2.6.3. Sudarea construcţiilor metalice.pag.58
- 2.6.4. Sudarea în electrotehnică.pag.59
- 2.6.5. Sudarea caloriferelor.pag.59
- 2.6.6. Sudarea în industria uşoară.pag.60
- CAP.3. SUDAREA ÎN RELIEF
- 3.1. Sudare în relief prin suprapunere.pag.62
- 3.2. Sudarea în T.pag.68
- 3.3. Sudarea în cruce.pag.75
- CAP.4. SUDAREA CU ENERGIE ÎNMAGAZINATĂ ÎN CONDENSATOARE
- 4.1 Sudarea în puncte, cu condensatoare.pag.83
- 4.1.1. Principiul de lucru.pag.83
- 4.1.2. Factori tehnologici.pag.85
- 4.1.3. Echipamente pentru sudare.pag.88
- 4.1.4. Aplicaţii.pag.92
- CAP.5. SUDAREA CU ULTRASUNETE
- 5.1. Principiul de lucru.pag.96
- 5.2. Variante de sudare.pag.97
- 5.3. Factori tehnologici de sudare.pag.99
- 5.4. Aplicaţii ale sudării cu ultrasunete.pag.102
- CAP.6. SUDAREA LA RECE ÎN PUNCTE
- 6.1. Principiul de lucru.pag.103
- 6.2. Factori tehnologici la sudarea la rece în puncte.pag.105
- 6.2.1. Alegerea poansoanelor.pag.105
- 6.2.2. Pregătirea suprafeţelor.pag.108
- 6.2.3. Gradul de deformare.pag.109
- 6.2.4. Forţa de presare.pag.113
- 6.3. Echipamente de sudare.pag.114
- 6.4. Aplicaţii ale sudării în puncte.pag.115
- CAP.7. MĂSURI DE PROTECŢIA MUNCII, DE PREVENIREA ŞI STINGEREA INCENDIILOR LA SUDAREA PRIN PRESIUNE
- 7.1. Protecţia operatorului uman.pag.117
- 7.2. Protecţia maşinii de sudat.pag.119
- 7.3. Protecţia contra incendiilor.pag.120
- BIBLIOGRAFIE
Extras din proiect
CAPITOLUL 1
NOŢIUNI INTRODUCTIVE
1.1. Scurt istoric
Sudarea, conform STAS 5555/1-81, este operaţia de realizare a unei îmbinări nedemontabile între două sau mai multe piese metalice prin încălzire şi/sau aplicarea presiunii, cu sau fără utilizarea unui metal de adaos, metalul ajungând în zona îmbinării fie în stare plastică, fie în stare topită, astfel încât să existe o continuitate în natura materialului pieselor îmbinate.
Din această definiţie se pot distinge cele două categorii distincte de procedee de sudare:
Procedee de sudare prin presiune, la care zona îmbinării este, de regulă, încălzită la o temperatură inferioară temperaturii de topire şi apoi elementele care formează structura sudată sunt presate, în general fără utilizarea unui material de adaos; prin presare, atomii periferici ai suprafeţelor în contact ajung la distanţe comparabile cu cele ale reţelei cristaline ale metalului respectiv, astfel încât se stabilesc legături interatomice care conduc, în final, la formarea unor grăunţi cristalini comuni celor două metale în contact;
Procedee de sudare prin topire la care marginile pieselor de sudat sunt topite adăugându-se, în general, metal de adaos tot în stare topită; în urma solidificării, atomii metalului de adaos şi cu cei ai metalelor de bază formează o reţea cristalină comună.
Dintre aceste două procedee, se consideră ca fiind cel mai vechi procedeul de sudare prin presiune, cunoscut şi aplicat – în varianta de sudare prin forjare – încă de când a fost descoperit şi folosit fierul. Sudarea la focul de forjă, prin baterea cu ciocanul a barelor de fier încălzite la roşu, este unul din primele procedee de sudare cunoscute. Originea sa este incertă deoarece săpăturile arheologice au descoperit arme sau obiecte metalice de podoabă atât în Egipt, Grecia, Asia cât şi pe teritoriul ţării noastre. Aceste obiecte dovedesc că artizanii acelor vremuri cunoşteau acest mod de îmbinare încă de acum trei milenii.
De remarcat că sudarea prin forjare s-a păstrat până în zilele noastre, aceasta având însă o aplicabilitate restrânsă.
Procedeele electrice de sudare prin presiune au apărut la mijlocul şi sfârşitul secolului XIX . Astfel, Joule este primul care reuşeşte în 1856 să sudeze cap la cap prin presiune, în condiţii de laborator, două sârme de oţel prin care a trecut un curent de mare intensitate. Între anii 1860-1870 N. N. Benardos demonstrează posibilitatea aplicării efectului Joule-Lentz la încălzirea locală a pieselor de sudat. El inventează sudarea prin topire, cu arc electric produs între doi electrozi de cărbune, folosind pistoletul (alimentat de la un transformator de 10.15 kVA cu 4.10 V) prezentat în fig. 1.1a.
A.S. Ghelman menţionează că sudarea în puncte, prin presiune, a fost inventată de N.N. Bernados care a construit în 1887 primii cleşti de sudare cu electrozi din cărbune (prezentaţi în fig. 1.1b). Peste câţiva ani apare sudarea în puncte cu electrozi din cupru, metodă aplicată şi în zilele noastre.
Fig. 1.1. Cleşti manuali cu electrozi din cărbune:
a – pentru sudare prin topire; b – pentru sudare prin presiune.
La sfârşitul secolului XIX, Elihu Thomson realizează sudarea electrică prin presiune cap la cap (sudarea prin rezistenţă), obţinând brevetul 434532/19.09.1890 “Process of Electric Welding” pentru principul de sudare din fig.1.2 şi brevetul 444926/20.01.1891 “Method of electric Welding” pentru instalaţia de sudare din fig.1.3 .
În fig. 1.2 se poate observa că barele sunt prinse în bacuri (c şi c') iar în final, în urma procesului de refulare, a rezultat o îmbinare sudată cu o îngroşare (bavură) caracteristică. Interesantă este mecanica procedeului, ce constă în utilizarea sistemului şurub - piuliţă atât pentru strângerea capetelor barelor în bacuri cât şi pentru deplasarea saniei mobile c' în vederea refulării. Trebuie menţionată aici prezenţa sculelor de debavurare B care avansează radial după sudare, cât şi folosirea unui cablu electric elastic (multifilar) pentru alimentarea bacurilor cu energie electrică.
Preview document























































































































Conținut arhivă zip
- anexe.doc
- BIBLIOGRAFIE.doc
- capitolul 1.doc
- capitolul 2.doc
- capitolul 3.doc
- capitolul 4.doc
- capitolul 5.doc
- capitolul 6.doc
- capitolul 7.doc
- cuprins.doc
Alții au mai descărcat și

CAPITOLUL I INTRODUCERE ÎN CONSTRUCŢIA AUTOMOBILELOR I.1. Părţile componente ale automobilelor Principalele parţi componente ale unui automobil...

Introducere Tema lucrării de licenţă „Tehnologii tip de fabricare a pieselor de automobil cu suprafeţe preponderent de revoluţie” este...

Memoriu justicativ Sudarea este un procedeu de imbinare nedemontabila a doua materiale, prin formarea unei legaturi omogene intre atomii marginali...

Să se proiecteze ştanţa sau matriţa necesară execuţiei piesei din figura 1, producţia anuală fiind ,unde i=6, iar numărul de schimburi 1. fig.1...

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...

-Definiţie -Clasificare -Parţi componente -Definiţie – automobilul este un vehicul rutier carosat şi suspendat elastic pe cel puţin trei roţi,...

INTRODUCERE Maşini unelte şi operaţii de prelucrare la maşini unelte Maşinile unelte sunt folosite la prelucrarea metalelor prin aşchiere....

CAP.1. PROCESE ŞI PROCEDEE DE SUDARE 1.1. Energetica procesului de sudare Sudarea este procedeul tehnologic de realizare a îmbinărilor...
Te-ar putea interesa și

1.1 Generalităţi Conductele magistrale sunt elemente funcţionând sub presiune ale sistemelor pentru transportul fluidelor de diverse naturi. Gaze,...

Capitolul I Stadiul actual al tehnologiilor de sudare 1.1. Introducere. Scurt istoric. Un proces vechi de când lumea. Textul biblic pomeneşte...

1. SUDAREA CU ARC ELECTRIC Sudarea reprezintă procedeul fizico-chimic prin care se realizează o îmbinare iemontabilă între două componente....

1. Tema de proiect Proiect de an Sa se proiecteze mecanismul cric cu piulita rotitoare cunoscand: -forta maxima F =12.270 N; -cursa maxima h =...

ARGUMENT Am ales aceasta tema de proiect, Sudarea prin presiune, cu scopul de a cunoaşte mai bine acest procedeu de asamblare des întâlnit în...

1. Generalitati. Principiul procedeului Sudarea cu inalta frecventa este un procedeu la care sudarea se face prin incalzirea componentelor cu...

CAPITOLUL 1 NOTIUNI INTRODUCTIVE 1.1.Tehnologia - definitii Definitia 1. Tehnologie = stiinta care se ocupa cu studiul, elaborarea si...

INTRODUCERE Prezentul material ajutător oferă posibilitatea înţelegerii de către studenţi a utilizării modelelor economico-matematice în...