
Extras din proiect
Sudarea este o tehnologie importantă de îmbinare și este foarte dependentă de aceasta alegerea procesului, consumabile utilizate, parametrii de operare și competența operatorului. Astfel, procedurile de inspecție, ambele nedistructive și distructive, sunt obligate controla procesul și garantează calitatea. Examinarea metalografică este un instrument cheie în examinarea distructivă a sudurilor, atât ca atare instrument de control al procesului și ca o examinare post-mortem a componentelor eșuate. Macrostructura trebuie de asemenea examinată, ceea ce se poate face pe secțiuni după șlefuire sau lustruire.
Examenul macrostructural este folosit pentru a învăța despre geometria sudării, adâncimea de sudură penetrarea metalului, magnitudinea zonei afectate și detectarea fisurilor și golurilor.
Examinarea microstructurală este utilizată pentru a determina modul de fisurare și fisurare
mecanism și pentru a identifica fazele sau componentele din metalul de sudură, zona afectată de căldură,
și metalele de bază, incluzând incluziunile nemetalice, în ceea ce privește specificațiile de reglementare, aptitudinea pentru serviciu sau cauza eșecului.
Au fost dezvoltate multe procese produce articulații sudate, cum ar fi în mod obișnuit
folosit stick-electrode proces care se poate face în teren. Cu toate că sudarea este o tehnologie relativ nouă, sudarea forjată predomină cu o marjă largă toate celelalte metode, așa cum datează de la primele zile de prelucrare a metalelor.
Brazarea își are și rădăcinile în antichitate, în principal cu producția de bijuterii. In afara de
forjarea prin sudură, celelalte procese începând de la secolul al XX-lea, mai ales din 1943 când
gazele inerte au fost inventate. Rezistența sudării oțelului carbon a fost bine stabilită până în 1920, deoarece este mai puțin sensibilă la probleme metalurgice asociate fuziunii sudare. În prezent, procesele disponibile includ gaze sudare (și tăiere) folosind o oxiacetilenă flacără; rezistență la sudură, cum ar fi sudarea prin puncte, inducție și sudura cu bliț; arc de sudare, cum ar fi gaz-tungsten-arc (GTA), metal-gaz inert (MIG), acoperit-electrod procese (electrod lipit), arc scufundat sudare, sudare electroslag, fascicul de electroni și sudura cu laser; și sudarea prin frecare procese. Multe dintre aceste procese au fost modificate în mai multe moduri.
Câteva din acestea procesele utilizează metale de umplutură, în general de o compoziție oarecum diferită față de metalul de bază
pentru a produce o rezistență mai mare la sudură. Alții nu folosiți metale de umplere, bazându-se numai pe topire din metalul de bază pentru a produce îmbinarea.
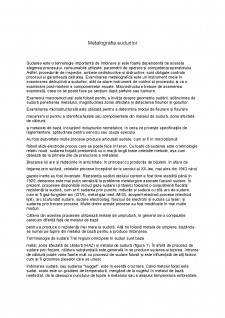
Terminologie de sudare Trei regiuni principale în suduri sunt baza
metal, zona afectată de căldură (HAZ) și metalul de sudură (figura 1). În afară de procesul de sudare prin forjare, căldura substanțială este generată în se produce sudarea și topirea. Intrarea de căldură poate varia foarte mult cu procesul de sudare folosit și este influențată de alți factori, cum ar fi grosimea pieselor care se unesc.
îmbinarea sudată, sau sudarea "nugget", este în esență o turnare. Când metalul forjat este sudat, acolo este un gradient de temperatură, mergând de la cugetul în metalul de bază neafectat, de la deasupra punctului de topire a metalului sau a aliajului temperatura ambientala. Acest gradient de temperatură poate produce multe efecte în funcție de metale sau aliaje care sunt unite. Utilizarea oțelurilor ca o de exemplu, nuggetul de sudură este creat prin topire metal (în multe cazuri metale de umplutură) care este încălzit în arc până se topește.
Figura 1 - Terminologia de sudare pentru o sudură de cap (stânga) și o sudură de filet (dreapta). Sursa: AWS A3.0: 2001.
Solidificarea poate avea loc în condiții de răcire diferite, în funcție de căldura, indiferent dacă sunt sau nu utilizate practici de preîncălzire sau post-încălzire, în funcție de masa pieselor, temperatura ambiantă și așa mai departe.
În consecință, există o linie de fuziune; granița dintre nuggetul turnat și metalul de bază nemetalizat. Sub linia de fuziune, temperatura scade treptat la ambient.
Pentru oțel carbon sau aliaj, zona afectată de căldură (între linia de fuziune și metalul de bază neafectat) sau cel puțin o parte a zonei afectate de căldură, va fi pe deplin austenitică
la temperaturi peste nivelul critic superior, Ac3, al oțelului.
Granulele cele mai apropiate de linia de fuziune vor fi cele mai mari din mărimea. La temperaturi mai scăzute, dimensiunea granulelor poate fi destul de mare mic datorită recristalizării și nucleării unei noi amende boabe care pot sau nu pot să crească în mod substanțial pe temperatura pe care o experimentează după nucleare.
Dacă un oțel carbon nu a fost deoxidat cu aluminiu, ar putea fi văzute boabe rotunde. În regiunea HAZ care este încălzit în câmpul a + γ în două faze, transformarea pe răcire ar putea fi destul de diferită. Pentru zonele încălzite sub temperatura critică inferioară, Ac1, ar putea fi structura inițială temperat sau ar putea începe să sferoidizeze. Deoarece metalul de umplutură este o compoziție diferită de bază metal, și apare o oarecare topire a metalului de bază,
compoziția va varia prin sudură la linia de fuziune. Cu variații ale fazelor sau componentelor și dimensiunea lor de granulație în nuggetul de sudură și zona afectată de căldură, ne putem aștepta să vedem variații ale durității în aceste gradiente.
Preview document














Conținut arhivă zip
- Metalografie si microscopie.docx
Alții au mai descărcat și

SCOPURILE SANATATII PUBLICE: 1.Promovarea sanatatii, care vizeaza ca oamenii sa fie tot mai sanatosi, apti de a participa la viata sociale (se...
Te-ar putea interesa și

CAPITOLUL I . Introducere Dezvoltarea principalelor ramuri industriale , metalurgia ; construcţia de maşini ; chimia ; energetica ; electrotehnica...

CAPITOLUL 1. COMPOZITE CU MATRICE METALICĂ OBȚINUTE PRIN PROCEDEE ÎN FAZĂ LICHIDĂ 1.1. GENERALITĂȚI PRIVIND MMC Lumea științifică a ultimului...

INTRODUCERE Știința interdisciplinară care studiază și proiectează materialele poartă numele de materiologie, prin materiale înțelegându-se acele...

Fonta cenuşie perlitică cu grafit lamelar este o fontă de turnătorie,un aliaj al fierului cu carbonul, în care carbonul se găsește sub formă...

Diagrama fier-carbon În tehnica aliajelor cu cea mai largă utilizare sunt cele ale fierului cu carbonul, la conţinutul de carbon până la cel mult...

Se consideră o probă metalografică de dimensiuni 10 x 15 mm, elaborată din otel carbonat , oţel cu 0,01 ... 0,02%C; 1.1.Stabilirea locului...

1.1 GENERALITATI DESPRE ALIAJE Aliajele sunt materiale fabricate prin introducerea intr-un metal, de regula pe cale termica, a unuia sau mai...

METODE, TEHNICI ŞI APARATE DE ANALIZĂ A STRUCTURII MATERIALELOR Scopul lucrării: cunoaşterea metodelor de analize macroscopică şi microscopică a...