Extras din proiect
Procedee de turnare
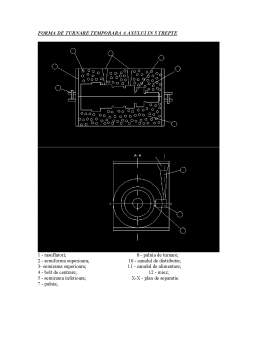
Turnarea in forme
Cel mai utilizat si ieftin procedeu de turnare este turnarea in forme temporare crude. Acestea se utilizeaza la o singura turnare dupa care se distrug. Forma se confectioneaza din amestec de formare pe baza de nisip, cu ajutorul modelelor si ramelor de formare. Operatia de formare propriu-zisa a cavitatii care reproduce configuratia exterioara a piesei necesita multa manopera, utilaje, energie, fapt ce a dus la dezvoltarea altor tehnologii de turnare,in forme metalice permanente.
Acestea prezinta avantajul ca rezista la un numar foarte mare de turnari (mii, zeci de mii). Formele metalice se numesc cochilii sau matrite. Se confectioneaza in scularii si au un pret ridicat, avand in vedere precizia dimensionala si calificarea inalta folosita.
Turnarea in forme metalice este rentabila doar la productia de serie. In cadrul acestei grupe s-au dezvoltat mai multe tipuri de procedee:
- turnarea in cochila;
- turnarea sub presiune;
- turnarea in vid;
- turnarea centrifugala;
- turnarea continua.
Pentru a micsora socul termic la care sunt expuse cochilele la fiecare turnare acestea se preincalzesc.Manevrarea acestor semicochilii calde se poate face doar cu mijloace mecanice, cu mecanisme cu parghii actionate hidraulic, pneumatic sau mecanic. Se obtin piese cu aspect frumos, cu pereti drepti, cu precizie dimensionala ridicata si cu o structura mai fina, datorita racirii cu viteza mare. Procentul de rebut este mai mic pentru ca sunt eliminate o serie de operatii si de cauze.
Datorita pretului cochilei, metoda se preteaza numai la productia de serie si la piese cu configuratie relativ simpla. Aerul preexistent in cochila este impins de metalul lichid in timpul turnarii prin niste canale si orificii foarte fine practicate in zona de lucru.
Un caz particular al turnarii in cochila il reprezinta turnarea cilindrilor de laminor din fonta. Datorita racirii rapide la suprafata cilindrului se va forma un strat de fonta alba. In interior se asigura conditii pentru cristalizarea fontei cenusii. Aceasta situatie este avantajoasa intrucat cilindrii de laminor sunt puternic supusi uzurii la suprafata.
Din punct de vedere al configuratiei pieselor ce se pot turna se recomanda piese cu configuratie simpla,fara proeminente, cu pereti de grosime uniforma, in general piese cu pereti relativ grosi. Daca piesele au goluri interioare, pentru obtinerea acestora se utilizeaza miezuri pe baza de nisip si lianti organici. Miezurile din amestec de miez sunt mai avantajoase pentru ca au permeabilitatea mai buna, compresibilitatea mai mare
(permit o contractie mai libera a piesei) si capacitate de dezbatere mare (curg usor din locas dupa turnare). Principalul dezavantaj consta in faptul ca sunt utilizate pentru o singura turnare. Miezurile metalice se pot utiliza de mai multe ori, dar se scot greu dupa turnare, intrucat piesele se contracta pe ele. Exista pericolul fisurarii pieselor datorita rezistentei opuse de miez la contractia de solidificare
I. Stabilirea si/sau analiza functionala al piesei folosind analiza morfofunctionala a suprafetelor.
Cunoasterea rolului functional este prima etapa in proiectarea oricarei piese tehnologice de realizare a piesei respective ,deoarece se face in primul rand o proiectare functioanala care trebuie sa se coreleze cu proiectarea tehnologica a piesei.
Rolul functional al piesei este dat de rolul functional al fiecarei piese ,suprafata ce delimiteaza piesa in spatiu de aceea in primul rand se stabileste rolul functional al fiecarei suprafete folosind metoda de analiza morfofunctionala a suprafetelor ce presupune parcurgerea urmatoarelor etape:
a) Descompunerea piesei in suprafete cat mai simple;
b) Notarea tuturor suprafetelor ce delimiteaza piesa in spatiu;
Schema Suprafetelor
d) Analiza suprafetei in parte
S-a analizat fiecare suprafata in parte din urmatoarele puncte de vedere:
- forma geometrica a suprafetei;
- dimensiunile de gabarit;
- precizia dimensionala;
- precizia de pozitie;
- rugozitatea;
-duritatea.
Rezultatele sunt trecute in tabelul urmator:
Preview document
















Conținut arhivă zip
- Ax in 5 Trepte.doc
Te-ar putea interesa și

Partea I Proiectarea schimbătorului de viteze cu variație în trepte a raportului de transmitere Capitolul 1.Proiectarea schimbătorului de viteze...

TEMA DE PROIECTARE Sa se proiecteze un sistem pentru actionarea unei masini de ridicat format din motor electric, transmisie indirecta (transmisie...

AX IN TREPTE 1.Stabilirea si/sau analiza rolului functional al piesei folosind analiza morfofunctionala a suprafetelor. Cunoasterea rolului...

Să se efectueze proiectarea generală și funcțională a unui schimbător de viteze în trepte pentru un automobil cu următoarele caracteristici: •...

I. MEMORIU TEHNIC 1. CONSIDERATII TEORETICE Reductoarele fac parte din marea categorie a transmisiilor mecanice si servesc la reducerea...

Capitolul I. Generalităţi Strunjirea este operaţia de prelucrare prin aşchiere pe maşini-unelte, numite strunguri. La aceasta prelucrare, fie se...

1. Tema Proiectului. Reductor conico-cilindric in 2 trepte Date de proiectare: - puterea motorului: - turația de intrare: - turația de...

Memoriu justificativ Reductor in trepte Elaborarea procesului tehnologic de asamblare Procesul tehnologic de asamblare cuprinde operaţiile de...