Cuprins
- Capitolul I
- 1. Bilanţ termoenergetic 4
- 2. Caracteristicile instalaţiilor 5
- Capitolul II
- 1. Definirea conturului 13
- 2. Aparate folosite pentru măsurători 14
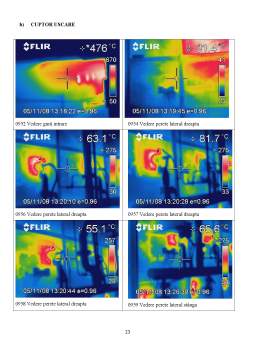
- 3. Măsurători de temperatură 16
- 4. Ecuaţii de bilanţ 38
- 5. Bilanţul orar al instalaţiilor 45
- 6. Bilanţ real anual 77
- 7. Concluzii; bilanţ optimizat anual 83
- 8. Evaluarea impactului asupra mediului 92
Extras din proiect
CAPITOLUL I
1. BILANŢ TERMOENERGETIC
Punctul de lucru : Cuptor de tratament termic B1;
Centrale termice pentru încălzire;
Cazan de abur 10 t;
Cuptor uscare L5.
Lucrările ce se vor executa pentru acesta sunt:
- Date obţinute în urma măsurătorilor termice şi măsuri de îmbunătăţire a acestor parametri;
- Breviar de calcul;
- Calculul bilanţului real orar şi optimizat;
- Tabele de bilanţ şi diagrame Sankey;
- Bilanţul de combustibili;
- Program de măsuri şi acţiuni de reducere a pierderilor energetice;
- Calcule de eficientă economică a măsurilor stabilite, calculul elementelor de impact asupra mediului.
Monitorizare / rezultate
Categoria de activităţi Monitorizare / rezultate
Realizarea auditului termo-energetic Raport cuprinzând auditul termo-energetic pentru conturul de audit definit în contract
Principalul obiectiv al managementului calităţii este de a asigura Beneficiarul că realizarea lucrărilor contractate va satisface nevoile utilizatorilor săi şi obiectivele propuse.
Contractorul va utiliza principiul combinat al managementului prin obiective şi bugete alocate corespunzător, monitorizând periodic rezultatele obţinute conform temei program prin:
- analize de etapă programate relativ la concordanţa dintre rezultatele reale obţinute, cele planificate şi cerinţele beneficiarului pe baza rapoartelor executanţilor;
- analize preventive şi, în cazul unor neconformităţi, acţiuni corective împreună cu executanţii;
Conform cerinţelor standardului de calitate, toate aceste acţiuni, ca şi rezultatele lor, vor fi documentate.
LUCRĂRI:
a. identificarea conturului (contururilor) pentru întocmirea auditului termo-energetic ;
b. examinarea schemelor de alimentare şi distribuţie existente şi punerea lor de acord cu situaţia din teren;
c. efectuarea de măsurători ai parametrilor de funcţionare pentru diferitele elemente din contur;
d. calculul auditului termo-energetic ;
e. întocmirea raportului şi concluziilor rezultate din efectuarea auditului termo-energetic.
2. CARACTERISTICILE INSTALAŢIILOR
a. Descrierea fluxului tehnologic
Procesul tehnologic pentru oţeluri carbon şi slab aliate:
2.1 Decapare – linia NSD
Ruloul din bandă laminată la cald, având grosimea cuprinsă între 1,5 2,5 mm şi lăţimea 500 1320 mm, greutatea maximă de 20 t, depus pe transportorul cu grindă păşitoare, trece pe căruciorul pentru rulouri cu role antrenate. Are loc desprinderea capului benzii, banda intrând în maşina de preîndreptat. Capul benzii ieşite se îndepărtează cu o foarfecă cu ghilotină. Ruloul astfel pregătit stă în aşteptare, pe cărucior. După ce ruloul precedent s-a terminat, se îndepărtează cele două mandrine ale derulorului şi se introduce ruloul nou. Capul ruloului nou se capsează pe coada ruloului precedent. Banda intră în acumulatorul orizontal pentru a crea rezerva necesară funcţionării continue a părţii de prelucrare din linie pe timpul cât se capsează cele două capete. Această categorie de oţeluri nu se normalizează şi în consecinţă by-pass - ează cuptorul de normalizare prin partea lui superioară şi intră direct în instalaţia de sablare unde este împroşcat cu grăunţi abrazivi, îndepărtându-se cca.50% din ţunderul de pe bandă. Restul de ţunder se îndepărtează în secţiunea următoare a liniei şi anume, la decaparea chimică. Agentul decapant este o soluţie de 16 25% H2SO4, încălzită la cca.900C, lungimea băilor fiind de cca.50 m, asigurând astfel o imersie a benzii în baie de cca. 1 min., timp în care se desprinde şi se dizolvă ţunderul rămas pe bandă după sablare.
Banda decapată se spală cu apă fierbinte şi se usucă, după care i se taie marginile, iar cu foarfecele ghilotină din apropierea înfăşurătorului se divizează rulourile după formarea lor la maxim 20 t şi se înfăşoară. Rulourile astfel formate se scot de pe înfăşurător şi se depun pe rampa de evacuare unde, cu ajutorul podului rulant, se iau şi se depun în depozitul intermediar de benzi decapate.
2.2 Laminarea –laminor Q
Din depozitul intermediar de benzi decapate, ruloul este luat cu ajutorul podului rulant şi depus pe rampa de alimentare a laminorului Sendzimir, de unde se introduce în desfăşurător, unde se desface capul benzii şi se îndepărtează porţiunile necorespunzătoare. În continuare, se preîndreaptă şi se înfilează prin laminor până la înfăşurătorul - desfăşurător. După prinderea capului benzii în înfăşurător începe laminarea, în una sau mai multe treceri, în funcţie de grosimea benzii de la care se pleacă şi de grosimea dorită a produsului. După efectuarea primei treceri, capul benzii, fără a fi trecut prin laminor, se prinde în înfăşurătorul - desfăşurător din faţa laminorului şi începe cea de-a doua trecere. Pentru trecerile următoare ultima spiră a ruloului nu se mai desfăşoară, ci doar se reglează distanţa (saltul) dintre cilindri şi se reversează laminorul.
2.3 Tratament termic – linia B1
După reducerea grosimii benzii la valoarea dorită, ruloul se scoate de pe oricare din înfăşurătoarele - desfăşurătoare ale laminorului şi se depune cu ajutorul podului rulant cu dispozitiv de manevrat rulouri cu axul orizontal, în depozitul intermediar de benzi laminate la rece. Din acest depozit intermediar, rulourile, bucată cu bucată, se încarcă pe transportorul de alimentare al liniei de recoacere B1 sau B2. După fixarea ruloului pe tamburul desfăşurătorului se pregăteşte capul benzii şi se aşteaptă până la terminarea ruloului precedent de pe al doilea desfăşurător. Când s-a terminat ruloul, coada benzii este oprită în timp ce linia funcţionează consumând rezerva din acumulatorul orizontal şi se pregăteşte capătul benzii următoare, sudându-se cele două benzi în maşina de sudat. După ieşirea din acumulator, banda intră în instalaţia de curăţire electrolitică, unde se execută o degresare. La ieşirea din baia de electrolit, banda se perie şi se spală cu apă rece, se usucă şi se introduce în cuptor în vederea recoacerii de recristalizare la cca.8700C, viteza de trecere prin cuptor fiind de 20 80 m/min. După ieşirea din cuptor, banda intră în acumulatorul orizontal de bandă, apoi se înfăşoară, iar ruloul se scoate pe rampa de evacuare cu transportor şi se depune pe transportorul care deserveşte halele AB, BC şi CD. Se transportă cu transportorul până la hala BC şi cu podul rulant se depune în depozitul intermediar din faţa liniei de acoperire.
Preview document




























































































Conținut arhivă zip
- Bilant Energetic Complex la SC Erdemir Romania SRL.doc
Alții au mai descărcat și

1.1 Generalităţi Combinatul Siderurgic MITTAL STEEL Galaţi a fost înfiinţat în anul 1961. Prin H.G. României nr. 29/1991 s-a organizat în forma...

GENERALITATI Cuptoarele industriale nu sunt realizate izolat intr-o unitate de productie, ele facand parte dintr-un ansamblu de agregate,...

Scopul acestui studio este , in principal, de a evalua performanta recircularii continuie a celulelor la un nivel scazut al densitatii de current...

Incluziunile oxidice din otel au doua surse majore: I. Reactiile chimice II. Emulsionarea Incluziunile oxidice prezinta o reactie a otelului...

Obiective: -Cunoaşterea de către studenţi a principalelor metode de analiză a cinematicii utilajelor, -Cunoaşterea simbolurilor principalelor...

Laboratorul nr.1 MASURI DE TEHNICA SECURITATII MUNCII LA CUPTOARELE METALURGICE Principalele pericole de accidente si imbolnaviri profesionale...

Printre parametrii electrotehnologici care influenteaza marimea interstitiului de lucru , siguri sunt aceia ale caror valori permit programarea...

Tipurile de laminoare apărute şi dezvoltate de-a lungul timpului au fost concepute în directă corelaţie cu tipul laminatelor ce urmau să fie...
Te-ar putea interesa și

CAPITOLUL 1. INTRODUCERE. ASPECTE GENERALE PRIVIND CALITATEA ENERGIEI ELECTRICE. Tema acestui proiect este actuală și pune în evidență efectele...

CAP I. INTRODUCERE I.1. Generalităţi În acestă lucrare este prezentată metodologia de calcul pentru bilanţul energeric al unei centrale de...

CAPITOLUL I STUDIUL TEORETIC PRIVIND INFLUENŢA ELEMENTELOR DE ALIERE ÎN FONTELE MALEABILE 1.1. PREZENTARE GENERALĂ A FONTELOR MALEABILE...

Memoriu de activitate 2008-2009 În anul 2008-2009 am colaborat la întocmirea lucrării de bilanţ energetic cu titlul ”BILANŢ ENERGETIC COMPLEX DAC...

Cap I. CONSIDERAŢII GENERALE Problemele energetice au devenit o preocupare generală a lumii contemporane. Econo-misirea energiei şi a...

Tema: Optimizarea energetică a unui uscător de plante medicinale Cuprins: 1. Bilanţul termic al unui uscător de plante medicinale (pe baza...

Tema de proiect propune efectuarea calculului de verificare a unui cazan folosind drept combustibil pacura, cazan cu circulatie naturala care sa...

1. Termoenergetica industriala- Probleme generale Termoenergetica industriala este domeniul energeticii care trateaza problemele producerii,...