Extras din proiect
A. STUDIU ASUPRA PARTICULARITATILOR TEHNOLOGIEI PROPUSE, CU SUBLINIEREA ASPECTELOR TEHNICE SI ECONOMICE SI PROPUNERI DE EVENTUALE ALTE VARIANTE DE TEHNOLOGIE PENTRU REALIZAREA REPERULUI
Procedeul de prelucrare plastica al metalelor si aliajelor ,cel mai raspindit este matritarea.Acest procedeu este utilizat in scopul obtinerii unor piese de forma simple sau complexe cu mase cuprinse in limite foarte largi.
Matritare consta in obtinerea unei pise de forma si dimensiuni bine determinate prin deformare plastica a unui semifabricat initial in locasul unei matrite (scula),care are forma si dimensiunile piesei matritate.
Matritele pot avea unul sau mai multe locasuri in care semifabricatul initial sufera modificari
successive ale formei sale pina ce este adus in treptat la forma dorita a piesei .La obtinerea pieselor complexe ,sun necesare mai multe etape de deformare ,fiecareia corespunzindu-I un anumit locas in corpul matritei,in ele executidu-se mai intii o pregatire a semifabricatului ,iar in ultimul locas semifabricatul va capata forma initiala,identica cu cea a desenului de piesa matritata.
Piesa ”POANSON “ poate fi realizata mai avantjos pe ciocan matritor in functie de caracteristicile fizico – mecanice si caracteristicile dimensionale ale piesei. Piesa ar putea fi realizata si pe alte utilaje cum ar fi:
- prese cu frictiune;
- prese macanice verticale;
- masini de forjare orizontale;
- prese hidraulice;
Piesa ar putea fi realizata prin turnare,procedeu ce prezinta urmatoarele dezavantaje in cazul realizarii ei:
- consum de material mai mare datorita adaosului tehnologic si de prelucrare mai mare;
- compozitie chimica greu de realizat;
- cost ridicat al piesei;
- caracteristici mecanice mai scazute ale piesei finite;
Concluzia este ca procedeul de matritare pe ciocane pentru realizrea piesei este cel mai avantajos si cel mai economic.
B. INTOCMIREA DESENULUI DE PIESA MATRITATA [1]
Pentru intocmirea unui desen de piesa matritata este nevoie sa cunoastem desenul de piesa finita. Pentru intocmirea corecta a desenului de piesa matritata pe linga desenul pisei finite mai avem nevoie de o serie de elemente cum ar fii:
- adaosurile de prelucrare;
- adaosurile tehnologice;
- razele de racordare;
- tolerantele dimensionale;
Principalele etape parcurse pentru intocmirea desenului de piesa matritata sunt :
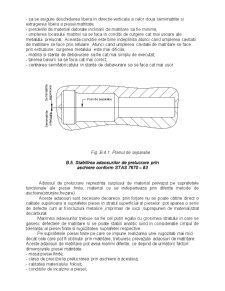
- stabilirea planului de separatie;
- stabilirea clasei de precizie in care se face matritarea (STAS1299-86);
- adaosurile de prelucrare prin aschiere
- adaosurile tehnologice;
- alte conditi tehnice pe care trebuie sa le indeplineasca piesa .
B.1.Stabilirea grupei de forma si a clasei de precizie a piesei (cf. STAS 1299-86)
In functie de forma si dimensiunile pe care le prezinta acest tip de “Poanson” ,el a fost clasat astfel:
grupa de forma 3;
subgrupa 1;
clasa de matritare 1;
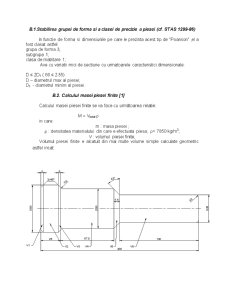
Axe cu variatii mici de sectiune cu urmatoarele caracteristici dimensionale:
D ≤ 2D1 ( 60 ≤ 235)
D – diametrul max al piesei;
D1 - diametrul minim al piesei.
B.2. Calculul masei piesei finite [1]
Calculul masei piesei finite se va face cu următoarea relatie:
M = Vtotal
in care:
m : masa piesei ;
: densitatea materialului din care e efectuata piesa; = 7850 kg/m3;
V : volumul piesei finite;
Volumul piesei finite e alcatuit din mai multe volume simple calculate geometric astfel incat:
M = 0,0003085437850 = 2,42 kg
B.3. Stabilirea clasei de precizie in functie de masa piesei si lotul anual
de piese
Conform STAS 1299 – 86 conform caruia in cazul seriilor de matritare care depasesc valorile din tabelul 1 se recomanda alegerea clasei de matritare I.
Tabelul B.3.1.
Masa piesei matritate
[kg] Marimea productiei anuale de piese matritate
[ buc ]
0,030 pana la 0,250 40 000
Peste 0,250 pana la 2 30 000
Peste 2 pana la 7 25 000
Peste 7 pana la 15 20 000
Peste 15 pana la 30 15 000
Clasele de matritare din tabelul 1…5 STAS 1299-86 sunt indicate pentru serii de matritare sub valorile specificate in tabelul 1. In cazul seriilor de matritare care depasesc valorile din tabelul 1, se recomanda alegerea clasei de matritare 1 . In cazul acesta valoarea seriei este de 300 de buc anual si nu depaseste valoarea prevazuta in tabelul 1, deci se va ramane la clasa de matritare 1, conform STAS 1299-86.
Preview document

































Conținut arhivă zip
- Calculul Poansonului Forjat.doc
Alții au mai descărcat și

1. Enuntul temei: Sa se proiecteze tehnologia si echipamentul tehnologic necesar pentru executia prin deformare plastica la cald a reperului ax cu...

METALURGIA CADMIULUI Tehnologiile de prelucrare a sub produselor cu continut de cadmiu pentru obtinerea cadmiului includ in mod necesar...

METALURGIA MOLIBDENULUI Introducere: Molibdenul a fost descoperit in anul 1778 de catre Scheele prin dezagregarea cu acid azotic. Productia de Mo...

1. Consideratii teoretice Debitul este o marime ce caracterizeaza transportul fluidelor prin conducte si canale. Debitul se defineste ca fiind...

1.Obtinerea W din concentratie de Wolframit prin sinterizare alcalina. Reactiile chimice de baza la faza de sinterizare sunt: 2FeWO4 +...

Furnalul a jucat un rol important in productia de fonta datorita eficientei utilizarii caldurii si a gazelor precum si productiei de masa. In...

CAPITOLUL I BIOMATERIALE 1. Definiție, Caracterizare Biomaterialul în terminologia medicală este „orice material natural sau sintetic (care...

Printre parametrii electrotehnologici care influenteaza marimea interstitiului de lucru , siguri sunt aceia ale caror valori permit programarea...
Te-ar putea interesa și

CAPITOLUL 1 GENERALITATI DESPRE DEFORMAREA PLASTICA 1.1CLASIFICAREA DEFORMARII PLASTICE IN FUNCTIE DE TEMPERATURA La baza prelucrării prin...

I.Analiza functionala constructiva si tehnologica a elementului de constuctie.Stabilirea principiala a itinerariului de constructie....