Cuprins
- Capitolul I. TEHNOLOGII ŞI MĂSURI TEHNOLOGICE CARE CONTRIBUIE LA REALIZAREA UNUI FLUX INTEGRAT TURNARE CONTINUĂ - LAMINARE
- 1.1. Introducere
- 1.2. Tehnologii şi măsuri tehnologice pentru turnarea continuă fără defecte a semifabricatelor
- 1.3. Tehnologii şi metode tehnologice care asigură semifabricatelor turnate continuu temperatura necesară laminării la cald
- 1.4. Tehnologii de modificare a lătimii şi de reducere a grosimii semifabricatelor turnate continuu
- Capitolul II. SISTEME DE OSCILARE A CRISTALIZORULUI
- 2.1. Oscilarea cristalizorului
- 2.2. Soluţii constructive clasice . Descriere, funcţionare, performanţe
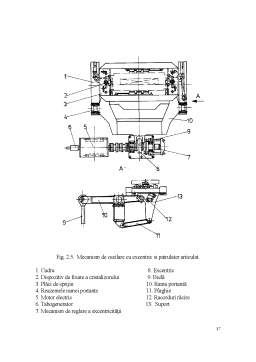
- 2.3. Soluţii constructive şi funcţionale moderne. Definirea elementelor constructive şi funcţionale ale noilor mecanisme de oscilare a cristalizorului
- Capitolul III. PRIMUL STADIU AL SOLIDIFICĂRII OŢELULUI ÎN CRISTALIZATOR . FORMAREA MĂRCILOR DE OSCILARE
- 3.1. Aspecte teoretice ale formării mărcilor de oscilare
- 3.2. Elemente de calcul ale parametrilor oscilării
- 3.3. Criterii de oscilare
- Capitolul IV. PROBLEME DE CALITATE ALE SEMIFABRICATELOR TURNATE CONTINUU ŞI ALE PRODUSELOR LAMINATE, LEGATE DE URMELE DE OSCILARE
- 4.1. Geometria urmelor de oscilare
- 4.2. Defecte favorizate de mărcile de oscilare
- Capitolul V. EXPERIMENTARI REALIZATE LA ARCELOR MITTAL STEEL S.A.
- 5.1. Analiza propagării defectelor generate de urmele de oscilaţie pe produsele laminate
- 5.2. Interpretarea rezultatelor si concluzii
- BIBLIOGRAFIE
Extras din proiect
CAPITOLUL 1
TEHNOLOGII ŞI MĂSURI TEHNOLOGICE CARE CONTRIBUIE LA REALIZAREA UNUI FLUX INTEGRAT TURNARE CONTINUĂ - LAMINARE
1.1 INTRODUCERE
Cu toate că ideea unificării fluxului de turnare continuă cu cel de laminare datează din perioada realizării instalaţiilor de turnare continuă , primele instalaţii complexe turnare continuă - laminare directă au fost realizate în Japonia , în anul 1981, la uzinele Sakai ( producător : firma NSC) iar în anul 1984 , la uzinele Fukuyama ( producător: firma NKK ).
Procedeul combinat turnare continuă - laminare directă a reuşit să se impună pe măsură ce au apărut noi tehnologii care contribuie la perfecţionarea procesului de elaborare a fontei şi oţelului, a procesului de turnare şi a celui de laminare . Dificultăţile cele mai acute care trebuie depăşite se pot grupa în următoarele categorii :
a. turnarea continuă a semifabricatelor fără defecte;
b. asigurarea semifabricatelor turnate continuu a temperaturii necesare laminării la cald;
c. modificarea lăţimii semifabricatelor turnate continuu;
d. reducerea grosimii semifabricatelor turnate continuu;
e. laminarea produselor plate la parametri tehnologici corespunzători.
Fiecare grupă de probleme face necesar un studiu amănunţit, depăşirea lor realizându-se prin îmbunătăţirea tehnologiilor convenţionale sau prin dezvoltarea de noi tehnologii.
1.2. TEHNOLOGII ŞI MĂSURI TEHNOLOGICE PENTRU TURNAREA CONTINUĂ FĂRĂ DEFECTE A SEMIFABRICATELOR
În cursul dezvoltării procedeului combinat turnare continuă - laminare s-a constatat că , pentru a menţine un flux continuu de materiale şi pentru a nu deregla programul de laminare , ponderea produselor fără defecte de suprafaţă (defectele cele mai numeroase ) trebuie să fie de minim 95% . În plus , din cauza oxidării suprafeţelor acestor defecte, este imposibilă sudarea lor prin laminare .
1.2.1. Particularităţile procesului de solidificare la turnarea continuă
Condiţiile de solidificare a metalului turnat continuu diferă de cele de la turnarea clasică prin:
- viteza mai mare de răcire , mai ales la suprafaţă , datorită contactului cu pereţii cristalizatorului şi stropirii directe în zona de răcire secundară;
- lungime metalurgică mare , care creează o presiune statică ridicată în conul de metal lichid;
- secţiuni de turnare , comparativ mai mici , cu raportul suprafaţă laterală / volum = mai mare, ceea ce favorizează evacuarea mai rapidă a căldurii;
- relaţia rezistentă mecanică - tensiune din crusta solidificată , depăşirea acestui echilibru în dauna rezistenţei mecanice a crustei , accentuată în cazul turnării cu fir curb , conduce la apariţia fisurilor, concentrate , în special , la suprafaţă .
Viteza de răcire şi presiunea statică sporite, determină o structură mai fina şi mai uniformă , cu un grad de îndesare superior şi cu un grad de segregare mai redus în zona de transcristalizare. În sens opus apare o porozitate caracteristică , care se manifestă fie dispersată pe întreaga secţiune , caz în care se asociază cu o structură dendritică globulară , fie concentrată şi de dimensiuni mai mari în centrul secţiunii , caz în care se asociază cu o structură dendritică alungită . Înlăturarea porozităţii dispersate prin prelucrarea plastică ulterioară impune laminarea cu un coroiaj minim.
1.2.2.Condiţiile de formare a fisurilor de suprafaţă
Oţelul carbon trece, de la solidificare până la circa 6000C, prin trei zone de fragilitate (fig.1.1)
Fig. 1.1. Zonele de fragilitate la cald ale oţelului.
a) în procesul de încercare la tracţiune la cald;
b) în procesul de topire - solidificare - răcire.
Experienţele efectuate explică mecanismul formării fisurilor de suprafaţă. După turnare , materialul rămâne circa 10 secunde în zona I, formându-se , în condiţii bune de turnare , circa 2 minute de crustă solidificată . Dacă , totuşi , solidificarea este de circa 1 mm , din cauza transformărilor de fază şi a tensiunilor termice apar fisuri între ramificaţiile dendritelor de suprafaţa de separaţie solid - lichid. Cu toate că fisurile se închid , datorita lichidului ce pătrunde în ele , când firul ajunge în zona de răcire secundară şi temperatura scade până în zonele a II a şi a III a , fisurile se vor redeschide datorită tensiunilor cauzate de agenţii de fragilizare ( C , Mn , P , S ) continui de segregaţie interdendritică .
Preview document
























































Conținut arhivă zip
- Procedee Moderne de Imbunatatire a Calitatii Produselor Turnate Continuu.doc
Alții au mai descărcat și

INTRODUCERE Turnarea continuă reprezintă o metoda veche de obţinere a semifabricatelor si produselor finite, care parcurge o perioadă de...

INTRODUCERE Imbunatatirea continua a calităţii otelului si a semifabricatelor turnate continuu din otel constituie una din preocupările actuale...

METALURGIA MOLIBDENULUI Introducere: Molibdenul a fost descoperit in anul 1778 de catre Scheele prin dezagregarea cu acid azotic. Productia de Mo...

1. Consideratii teoretice Debitul este o marime ce caracterizeaza transportul fluidelor prin conducte si canale. Debitul se defineste ca fiind...

Furnalul a jucat un rol important in productia de fonta datorita eficientei utilizarii caldurii si a gazelor precum si productiei de masa. In...

CAPITOLUL I BIOMATERIALE 1. Definiție, Caracterizare Biomaterialul în terminologia medicală este „orice material natural sau sintetic (care...

Printre parametrii electrotehnologici care influenteaza marimea interstitiului de lucru , siguri sunt aceia ale caror valori permit programarea...

NOȚIUNI INTRODUCTIVE IN DOMENIUL MATERIALELOR Progresul omenirii a fost posibil în decursul miilor de ani datorită apariției de noi materiale și...