Extras din proiect
Capitolul .1.
Probleme Generale
1.1.Obiectul proiectului .
Obiectul proiectului îl constituie , realizarea în construcţie sudată a “Schimbătorului de căldură confecţionat din materialul X6CrNi 18-10”.
Ne propunem să rezolvăm următoarele probleme :
- evitarea coroziunii intercristaline;
- evitarea fisurării la cald.
1.2.Caracteristicile tehnico-funcţionale ale structurii sudate şi stabilirea clasei de execuţie.
Produsul va avea urmatoarele caracteristici constructive:
Schimbător de căldură din oţel inoxidabil X6CrNi 18-10 .
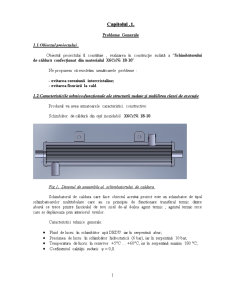
Fig 1. Desenul de ansamblu al schimbatorului de caldura
Schimbatorul de caldura care face obiectul acestui proiect este un schimbator de tipul schimbatoarelor multitubulare care au ca principiu de functionare transferal termic dintre aburul ce trece printre fasciculul de tevi sicel de-al doilea agent termic , agentul termic rece care se deplaseaza prin interiorul teviilor.
Caracteristici tehnice generale:
• Fluid de lucru: în schimbător apă DEDU iar în serpentină abur;
• Presiunea de lucru: în schimbător hidrostatică (6 bar), iar în serpentină 10 bar;
• Temperatura de lucru: în rezervor +5°C … +60°C, iar în serpentină maxim 180 °C;
• Coeficientul calităţii sudurii: φ = 0,8.
Dimensiunile constructive ale recipientului sunt:
lungimea totala LT = 1960 mm;
diametrul recipientului ØD = 355 mm;
grosimile materialelor folosite : sf = 20 mm pentru capac şi
pentru celelalte repere.
1.3 Elemente de proiectare si verificare a structurii sudate.
Cele mai importante criterii de clasificare a schimbatoarelor de caldura sunt:
Natura agentului cu care agentul frigorific realizeaza transferul termic:
- gaze (in general aer);
- lichide (in general apa).
Rolul functional si tipul schimbatorului:
- vaporizatoare
- racitoare de aer (sau alte gaze);
- racitoare de apa (sau alte lichide).
- condensatoare
- racite cu apa (sau alte lichide);
- racite cu aer (sau alte gaze).
Conditiile de functionare cele mai importante ce caracterizeaza regimul de lucru al schimbatoarelor de caldura din instalatiile frigorifice sunt:
- temperaturile si presiunile agentilor la intrarea si iesirea din schimbator (in cazul racirii aerului este importanta si umiditatea acestuia);
- diferenta minima de temperatura intre cei doi agenti;
- modul de alimentare cu agent frigorific (in special pentru vaporizatoare);
- prezenta acumularilor termice (cazul vaporizatoarelor acumulatoare de gheata).
Sarcinile termice ale schimbatoarelor de caldura, care reprezinta marimile fundamentale pentru proiectarea acestor aparate.
Caracteristicile functionale, sunt cele care definesc performantele termice si fluidodinamice ale schimbatoarelor de caldura. Intre acestea cele mai importante sunt:
- coeficientul global de transfer termic;
- pierderile de presiune pe circuitele celor doi agenti;
- modul de automatizare a functionarii (prin controlul presiunii agentului frigorific, al givrajului, sau al compozitiei apei, etc.);
Operatiile de intretinere necesare reprezinta o alta caracteristica importanta, iar cateva exemple sunt:
- purjarea (gazelor necondensabile, uleiului, etc.);
- curatarea, degivrarea, desprafuirea, detartrarea;
- tratamente auxiliare (dedurizarea apei, filtrarea, etc.).
Clasificarea schimbatoarelor de caldura se poate realiza de exemplu dupa natura agentilor si rolul functional:
Tab .1. Clasificarea schimbatoarelor de caldura
Agenti Vaporiztoare Condensatoare
Aer si gaze uscate Baterie cu aripioare Baterie cu aripioare
Aer si gaze umede Baterie cu aripioare Condensatoare cu evaporarea apei
(naturala sau fortata)
Turnuri de racire
Apa si lichide Schimbatoare multitubulare
- agentul rece in tevi
- agentul rece intre tevi Schimbatoare multitubulare
- agentul cald in tevi
- agentul cald intre tevi
Schimbatoare cu placi
Schimbatoare coaxiale
Constructia schimbatoarelor de caldura
Indiferent de modul in care sunt clasificate schimbatoarele de caldura utilizate in tehnica frigului, exista patru modalitati tehnice de realizare a acestora, dintre care primele doua sunt cele mai raspandite:
Schimbatoare multitubulare;
- Baterii cu aripioare;
- Schimbatoare cu placi;
Schimbatoare coaxiale
Schimbatoare de caldura multitubulare
Aceste aparate sunt construite in principiu dintr-un fascicul de tevi, montate in doua placi tubulare si inchise intr-o manta prevazuta cu capace.
In general tevile sunt laminate si destinate special constructiei schimbatoarelor de caldura. Cele mai utilizate materiale sunt:
- oteluri pentru temperaturi medii sau joase;
- cupru;
- aliaje cupru-nichel in diferite compozitii (de exemplu 70/30%, sau 90/10%);
- aliaje cupru-aluminiu in diferite compozitii (de exemplu 93/7%, sau 91/9%);
- diferite tipuri de aliaje cu zinc intre 22 si 40%;
- oteluri inoxidabile.
Exista o mare varietate de diametre pentru care sunt produse aceste tevi, dar in general, pentru schimbatoarele de caldura se prefera tevi cu diametre cat mai mici, care asigura un transfer termic mai intens si constructii mai compacte, dar se vor avea in vedere si aspectele legate de pierderile de presiune si de colmatare.
Utilizarea intensa in ultimii ani a freonilor, caracterizati prin coeficienti de transfer termic mai redusi, a dus intre altele si la producerea de schimbatoare multitubulare, dar nu numai, in care se utilizeaza tevi speciale pentru imbunatatirea conditiilor de transfer termic
Preview document













































































Conținut arhivă zip
- Sudarea Otelurilor Austenitice.doc
Alții au mai descărcat și

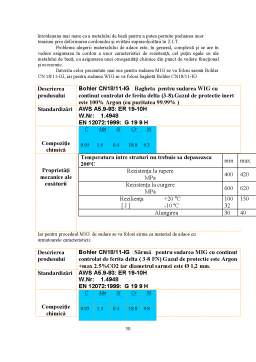
Caracteristicile mecanice ale marcilor de oteluri sunt prezentate în tabelul 1 Tabelul 1 Marca otelului Starea de livrare Rm (N/mm2) ReH (N/mm2)...

METALURGIA CADMIULUI Tehnologiile de prelucrare a sub produselor cu continut de cadmiu pentru obtinerea cadmiului includ in mod necesar...

METALURGIA MOLIBDENULUI Introducere: Molibdenul a fost descoperit in anul 1778 de catre Scheele prin dezagregarea cu acid azotic. Productia de Mo...

1. Consideratii teoretice Debitul este o marime ce caracterizeaza transportul fluidelor prin conducte si canale. Debitul se defineste ca fiind...

1.Obtinerea W din concentratie de Wolframit prin sinterizare alcalina. Reactiile chimice de baza la faza de sinterizare sunt: 2FeWO4 +...

Furnalul a jucat un rol important in productia de fonta datorita eficientei utilizarii caldurii si a gazelor precum si productiei de masa. In...

CAPITOLUL I BIOMATERIALE 1. Definiție, Caracterizare Biomaterialul în terminologia medicală este „orice material natural sau sintetic (care...

Printre parametrii electrotehnologici care influenteaza marimea interstitiului de lucru , siguri sunt aceia ale caror valori permit programarea...
Te-ar putea interesa și

Aspecte Teoretice Capitolul 1 Aspecte clinice medicale 1.1. Structura şi funcţiile osului Oasele sunt ţesuturi dinamice care realizează o...

Capitolul I Stadiul actual al tehnologiilor de sudare 1.1. Introducere. Scurt istoric. Un proces vechi de când lumea. Textul biblic pomeneşte...

Factori in evaluarea tarilor dezvoltate, au in vedere ca o mare parte din necesarul industriilor lor in cadrul competitiei tehnologice si economice...

BRÂNZETURI TOPITE Generalităţi: Fabricarea brânzeturilor topite a început în anul 1910 în Elveţia, producţia anuală fiind în prezent de 1,9...

CARACTERISTICI Oţelurile inoxidabile se caracterizează prin: - Rezistenţă chimică faţă de mediile chimice active; - Bune proprietăţi de...

ARGUMENT Am ales aceasta tema de proiect, Sudarea prin presiune, cu scopul de a cunoaşte mai bine acest procedeu de asamblare des întâlnit în...

ÎMBINĂRI SUDATE In industria modernă, utilizarea sudării, ca procedeu de îmbinare nedemontabilă, cunoaşte o extindere din ce în ce mai mare....

Mediile corosive cele mai frecvente sunt apele, atmosfera, solurile şi foarte diverşii agenţi chimici (cei mai agresivi). Coroziunea datorată...