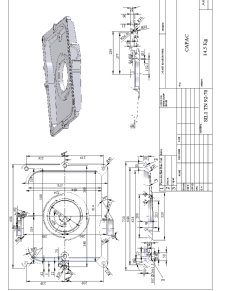
Extras din proiect
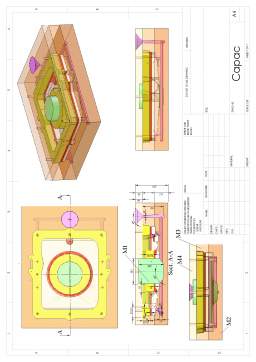
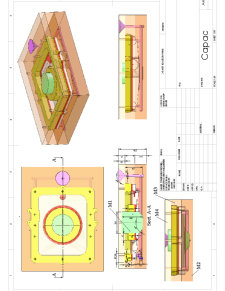
Tehnologia executarii garniturii de model
1.1Dimensionarea modelelor
Pentru a compensa modificările de volum care apar odată cu scăderea
temperaturii la solidificarea piesei turnate, Ia proiectarea garniturii de model se
prevede un adaos de contracţie, corespunzător contracţiei aliajului din care
urmează să se toarne piesa. Contracţia în stare solidă trebuie prevăzută încă
din faza de proiectare a garniturilor de model când la dimensiunile nominale ale
modelului se mai adaugă şi sporurile de contracţie respective.
În timpul răcirii piesei în formă de la temperatura de solidificare a metalului la temperatura mediului ambiant, are loc o contracţie a piesei şi ca urmare, aceasta îşi micşorează dimensiunile. Dimensiunile reale ale modelului trebuie să fie mai mari decât dimensiunile piesei, respectiv cu adăugarea lungimii de contracţie.
Calculul lungimii modelului pentru piesa din aliaj pe baza de aluminiu de marime mica cu lungimea de 730 mm volumul de 8401657.40 mm^3, suprafata de 1004324.14 mm^2 si masa de 14,5 Kg cunoscand contractia liniara de 1 % (α =1%).
Dimensiunea modelului se determina cu ajutorul relatiei:
Lm=Lp+ (α x Lp)/100 [mm]
Unde:
Lm = Lungimea modelului [mm]
Lp = Lungimea piesei turnate conform cotei din desenul piesei turnate [mm]
α = Coeficientul de contractie [%].
1.2 Dimensionarea razelor de racordare la peretii piesei.
Pentru dimensionarea razei de racordare interioare se utilizeaza relatia:
r = (1/5...1/3) x (a+b)/2 [mm]
Pentru dimensionarea razei de racordare exterioare se utilizeaza relatia:
R = r + (a+b)/2 [mm]
Unde:
a si b fiind grosimile de pereti ce trebuiesc racordati [mm].
Pentru aplicatia propusa a=42, b=50 mm.
1.3 Dimensionarea marcilor
Dimensionarea marcilor impune un studiu complex din punct de vedere al presiunii statice cat si dinamice al aliajului lichid in contact cu miezurile piesei pentru turnare. Didactic, pentru geometrii simple poate fi usor determinat, in practica productiva la piese complexe se utilizeaza relatii de aproximare cu coeficienti de siguranta ridicati.La baza relatiilor de calcul se utilizeaza legea lui Arhimede.
Forta de impingere se determina cu relatia:
F = V x g(ρ 1 - ρ 2 ) [N]
Unde:
V = Volumul miezului fara marci [m^3]
g = Acceleratia gravitationala [m/s^2]
ρ 1 = Densitatea aliajului lichid Kg/m^3]
ρ 2 = Densitatea miezului Kg/m^3]
σ c = Rezistenta la compresiune a amestecului [N/cm^2]
D = Diametrul marcii [cm]
Preview document









Conținut arhivă zip
- Tehnologia Executarii Garniturii de Model.doc
- Capac2006.PDF
- CapacT.PDF
Te-ar putea interesa și

1.Studiul piesei turnate Reperul este confectionat din fonta cenusie. Are rolul de a prelua miscarea de rotatie prin intermediul curelei de la...

Studiul formei constructive şi a rolului piesei este prima etapă a proiectării tehnologiei de turnare şi are un rol foarte important reprezentând...

Cap.I. NOŢIUNI GENERALE PRIVIND ALEGEREA MATERIALELOR ŞI PROIECTAREA PIESELOR TURNATE Turnarea reprezintă metoda tehnologică de fabricaţie a unei...