Cuprins
- ARGUMENT 4
- Cap. I GENERALITATI
- 1.1.Definitii, caracterizare si domeniul de aplicare 5
- 1.2. Clasificarea niturilor 6
- 1.2.1. Clasificarea nituirilor 8
- 1.2.2. Clasificarea asamblarilor nituite 8
- 1.3. Materialul nituirilor 9
- Cap. II NITUIREA
- 2.1. Fazele operatiei de nituire 10
- 2.2. Metode de nituire 11
- 2.2.1.Nituirea manuala 12
- 2.2.2. Nituirea mecanica. 13
- 2.2.3.Nituirile speciale 18
- 2.2.4. Capsarea 21
- Cap. III ASAMBLARI NITUITE
- 3.1. Procesul transmisiei fortelor prin îmbinarea nituita 22
- 3.2.Conditii tehnice impuse înbinarilor nituite 23
- ANEXA 1 25
- ANEXA 2 26
- MASURI DE TEHNICA SECURITATII MUNCII 27
- BIBLIOGRAFIE 28
Extras din proiect
ARGUMENT
Nituirea este procedeul tehnologic de îmbinare nedemontabila a doua sau mai multe piese cu ajutorul niturilor.
Îmbinarite nituite sunt folosite la:
- asamblari supuse la sarcini vibratorii;
- asamblarea metalelor greu sudabite;
- asamblari de profile pentru constructi metalice;
- asamblari de piese confectionate din materiale diferite.
Asamblarea pieselor prin nituri si operatia tehnologica prin care se realizeaza aceasta legatura se numeste nituire. Asamblarile nituite se clasifica dupa mai multe criterii, si anume:
a) dupa modul de executie a nituirii - nituire manuala si nituire mecanica;
b) dupa temperatura la care se executa nitui¬rea - nituire la cald si nituire la rece;
c) dupa modul de asezare a tablelor asamblate prin nituire - nituire prin suprapunere si nituire cap la cap cu eclise;
d) dupa numarul de rânduri- nituire pe un rând, nituire pe doua rânduri în linie, nituire pe doua rându¬ri în zig-zag;
e) dupa destinatia nituirii- nituire de rezistenta, nituire de etansare si nituire de rezistenta-etansare.
Nituirea de rezistenta este aplicata acolo unde constructia este folosita pentru transmiterea de forte.
Nituirea de etansare este folosita pentru con¬structii supuse la presiuni normale, cum ar fi bazinele sau rezervoarele.
Nituirea de rezistenta-etansare este folosita acolo unde ansamblurile rezultate sunt supuse la presiuni mari, ceea ce face ca si solicitarile sa fie mari (de exemplu cazanele de abur).
Pentru a evita aparitia coroziunii electrochimice se recomanda ca materialele tablelor si ale niturilor sa fie aceleasi sau apropiate. Fazele operatiei de nituire sunt urmatoarele: pregatirea nituirii, trasarea gaurilor, gaurirea tablelor,montarea pieselor si centrarea, nituirea propriu-zisa, debavurarea capetelor niturilor, stemuirea marginilor tablei.
Pregatirea nituirii este operatia ce consta in pregatirea sculelor si dispozitivelor, precum si a piese-
lor ce urmeaza a fi nituite Operatia de trasarea a centrelor gaurilor de nit necesita precizie mare pentru a se evita dezaxarea gaurilor de nituri, ceea ce ar duce la ruperea lor. Gaurirea tablelor se face prin poansonare, stantare, scule speciale sau pe masini unelte.
CAPITOLUL I
GENERALITATI.
1.1.DEFINITII, CARACTERIZARE SI DOMENIUL DE APLICARE
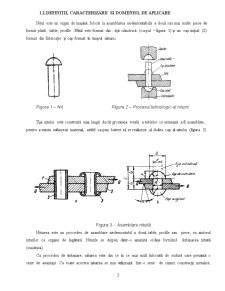
Nitul este un organ de masina folosit la asamblarea nedemontabila a doua sau mai multe piese de forma plata , table, profile. Nitul este format din : tija cilindrica (corpul – figura 1) si un cap initial (2) format din fabricatie si cap format în timpul nituirii.
Figura 1 – Nit Figura 2 – Procesul tehnologic al nituirii
Tija nitului este construita mai lunga decât grosimea totala a tablelor ce urmeaza a fi asamblate, pentru a exista sufucient material, astfel ca prin batere sa se realizeze al doilea cap al nitului (figura 3).
Figura 3 - Asamblare nituita
Nituirea este un procedeu de asamblare nedemontabil a doua table, profile sau piese, cu aiutorul niturilor ca organe de legatura. Niturile se dispun dintr-o anumita ordine formând îmbinarea nituita (cusatura).
Ca procedeu de îmbinare, nituirea este din ce în ce mai mult înlocuita de sudura care prezinta o serie de avantaje. Cu toate acestea nituirea se mai utilizeaza într-o serie de cazuri: constructii metalice, miiloace de transport (autovehicule, avioane, vagoane) cu carcase subtiri sau din materiale nesudabile, recipienti sub presiune, îmbinarea pieselor tratate termic etc. Utilizarea în continuare a îmbinarilor nituite este legata de unele avantaje în comparatie cu îmbinarile sudate. Acestea sunt: comportare mai buna la solicitari variabile; controlul mult mai usor de efectuat, îmbinarea pieselor de grosime redusa sau din materiale nesudabile; înlaturarea, cu usurinta, a, defectelor.
Dezavantaiele nituirii sunt urmatoarele:
- consum marit de material datorita slabirii sectiunii prin gaura de nit ;
- consum de manopera mai ridicat datorat lucrarilor de pregatire a tablelor;
- zgomotul daunator produs în timpul nituirii;
- etanseitate mai redusa;
- productivitate mai mica ;
- constructiile nituite sunt mai putin estetice decât cele sudate.
1.2. CLASIFICAREA NITURILOR
1.2.1. Clasificarea niturilor :
- dupa forma capului initial :
- cu cap semirotund (figura 4, b): ;
- cu cap tronconic(figura 4, c):;
- cu cap cilindric(figura 4, d):;
- cu cap înecat(figura 4, a):;
- cu cap semiînecat (figura 4, e,f):.
Preview document


























Conținut arhivă zip
- Asamblari Nedemontabile - Nituirea.doc
Alții au mai descărcat și

CAPITOLUL 1 EXTRACTIA ULEIULUI PRIN PRESARE 1.1 Generalitati. Procesarea materiilor prime grase este diferita în functie de felul acestora. La...

ARGUMENT Lucrarea cu tema intitulata Transmisii mecanice utilizata in cadrul sistemelor de transmisii mecanice prezinta notiuni referitoare la...

1.Memoriu justificativ Asamblarile prin caneluri este un caz particular al asamblarilor cu pene logitudinale, diferenta fiind ca in acest caz...

CAPITOLUL 1. CAPETE DE GĂURIT MULTIAX. GENERALITĂŢI. CLASIFICARE. TIPURI CONSTRUCTIVE. 1.1.Generalităţi. Metoda de găurire cu capete multiax...

CAPITOLUL 1. PROCESUL TEHNOLOGIC OPTIM TIPIZAT DE PRELUCRARE A PIESELOR DIN CLASA ,, PIESE CU SUPRAFEŢE PLANE’’ CONDIŢII TEHNICE IMPUSE...

CAPITOLUL 1. PREZENTAREA DISPOZITIVULUI DE FIXARE A PIESELOR DE TIP „BIELĂ ALCO”. 1.1 GENERALITĂŢI. BIELE. Bielele sunt cele mai caracteristice...

CAPITOLUL 1 GENERALITĂŢI. TIPURI CONSTRUCTIVE DE MANDRINE UNIVERSALE. SCHEMĂ CINEMATICĂ ŞI FUNCŢIONARE UNIVERSAL Ø750 1.1. Dispozitive pentru...

Tema proiect Sa se proiecteze actionarea mecanica compusa dintr-o transmisie prin curele trapezoidale si un reductor cilindric cu roti dintate cu...
Te-ar putea interesa și

1. Introducere 2. ASAMBLARI NEDEMONTABILE Asamblarile nedemontabile sunt acele asamblari la care,pentru desfacerea pieselor este necesar sa se...

Asamblari demontabile. Asamblari filetate 1. Prezentare generala: Asamblarea este operatia de reuniune, intr-o succesiune bine determinata, a...

1. Destinație si clasificare Pompele centrifuge sunt mașini hidraulice rotative care transformă energia mecanică în energie hidraulică,...

Studiul materialelor metalice,nemetalice si materialelor compozite Extracţia materialelor, şi exemple de metale neferoase şi feroase Cu...

Argument Ca urmare a cerinţelor specifice din industriile alimentară, chimică, petrochimică, navală, etc. reducerea duratei de proiectare a...

ARGUMENT Pentru certificarea competentelor profesionale al nivelului 3 de calificare, am ales tema „Ansamblari nedemontabile - nituirea”....


Asamblarea este operatiunea de reunire, intr-o succesiune bine determinata, a elementelor constituente ale unul sitem ethnic, in scopul de a...