Extras din proiect
1. Masa
2. Lungimea cursei
3. Viteza maximă
4. Constanta de timp
5. Coeficientul de frecare în ghidaje
6. Forța de rezistență a ghidajelor
7. Numărul de operații reciproce
8. Jocul de întoarcere
9. Precizia de prelucrare
3.1. Generalităţi. Destinaţia maşinii
3.1.1. Denumirea maşinii
Centru de prelucrare vertical, tip CPV-1 NC.
3.1.2. Simbolizarea maşinii
Simbolul maşinii este CPV-1 NC. Literele şi cifrele au semnificaţiile :
C - centru de prelucrare
P - poziţionare
V - ax vertical
1 - numărul maşinii
NC - echipament de comandă numerică (poziţionare, prelucrări liniare şi conturare).
3.1.3. Destinaţia tehnologică
CPV-1 NC este un utilaj destinat prelucrării pieselor de tip carcasă, de masă maximă 4000 kg, prin găurire, alezare, frezare, filetare etc. în serii de 50-100 bucăţi în regim de comandă numerică de conturare în plan.
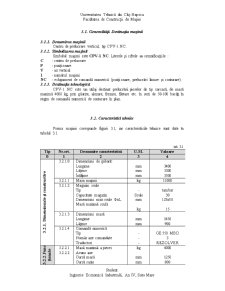
3.2. Caracteristici tehnice
Forma maşinii corespunde figurii 3.1, iar caracteristicile tehnice sunt date în tabelul 3.1.
tab. 3.1
Tip Nr.crt. Denumire caracteristică U.M. Valoare
0 1 2 3 4
3.2.1. Dimensionale şi constructive 3.2.1.0 Dimensiuni de gabarit:
- Lungime
- Lăţime
- Înălţime
mm
mm
mm
3400
3300
3500
3.2.1.1 Masa maşinii kg 11000
3.2.1.2 Magazin scule
- Tip
- Capacitate magazin
- Dimensiuni max scule ΦxL
- Masă maximă sculă
-
Scule
mm
kg
tambur
30
125x50
15
3.2.1.3 Dimensiuni masă
- Lungime
- Lăţime
mm
mm
1450
900
3.2.1.4 Comandă numerică
- Tip
- Număr axe comandate
- Traductori
-
-
-
GE 550 MBD
3
REZOLVER
3.2.2.Funcţionale 3.2.2.1 Masă maximă a piesei kg 4000
3.2.2.2 Avans axe
- Cursă masă
- Cursă sanie
- Cursă păpuşă
- Gamă viteze de avans
- Viteză avans rapid
mm
mm
mm
mm/min
mm/min
1250
800
500
5 ÷ 2000
6000
3.2.2.3 Arborele principal
- Alezaj arbore
- Gamă turaţii
- Număr trepte de turaţii
-
Rot/min
-
ISO 45
16 ÷ 3200
24
3.2.3.Consumuri specifice şi energetice 3.2.3.1 Putere / cuplu motoare acţionare
- Cutie de viteze
- Avans axa X şi Y
- Avans axa Z
- Magazin de scule
- Instalaţia hidraulică
- Instalaţia de răcire
kw
daNm
daNm
kw
kw
kw
9 asincron
1,8 continuu
3,9 continuu
0,500 asincron
4 asincron
0,75 asincron
3.2.3.2 Putere totală instalată
3.2.3.3 Debit pompă răcire
3.2.3.4 Reţea electrică de alimentare
- Tensiune
- Frecvenţă
V
Hz
380
50±1
3.2.3.5 Capacitate bazine
- Centrală hidraulică
- Baie ulei păpuşă
1
1
150
25
3.2.4.Estetice, ergonomie 3.2.4.1 Înălţimea la masa maşinii mm 800
3.2.4.2 Înălţimea medie panou NC mm 1500
3.2.4.3 Înălţime medie panou conveţional mm 1700
3.2.4.4 Culoare maşină - verde
3.2.4.5 Categoria de protecţie climatică - Temperat-N/STAS 6692 - 83
3.2.4.6 Altitudinea maximă de exploatare m 2000
3.2.4.7 Categoria halei de exploatare STAS 6692-83 3
3.2.4.8 Grad protecţie minim echipament electric STAS 5325-79 IP 43
3.2.4.9 Nivel maxim de zgomot dB 80
3.3. Descrierea maşinii
Centrul de prelucrare CPV-1 NC se compune din: maşina de bază, echipament tehnologic şi instalaţii. Distribuţia şi descrierea subansamblelor este dată în tabelul 3.2 şi figura 3.1.
tab.3.2
Gr. Poz. Denumire Descriere
0 1 2 3
3.3.1. Maşina de bază 3.3.1.1 Batiu Plasat la baza maşinii este de construcţie turnată. Este prevăzut în partea superioară cu trei ghidaje aplicate, călite şi rectificate, fixate în şuruburi. Pentru o mai bună fixare şi pentru asigurarea contra autodesfacerii spaţiile libere sunt umplute cu un adeziv special numit Devcon. Lateral jos batiul este prevăzut cu papuci de sprijin pentru reglarea orizontabilităţii.
3.3.1.2 Sanie (axa Y) Este plasată pe ghidajele batiului (fig.3.1.) şi se deplasează pe acestea pe tancheţi cu role, acţionată fiind conform pct.3.3.1.04. În partea superioară are aplicate ghidaje prismatice plate pentru masă, fixate prin şurburi şi adeziv DEVCON. La sfârşitul curselor este blocată pe ghidaje automat cu ajutorul unor pastile de blocare acţionate hidraulic.
3.3.1.3 Masă (axa X) Este plasată pe ghidajele saniei (fig.3.1.) şi se deplasează pe acestea, pe tancheţi cu role, acţionată fiind conform pct.3.3.1.04. În partea superioară este prevăzută cu canale “T”. La sfârşitul curselor se blochează automat pe ghidaje similar saniei.
Preview document






























Conținut arhivă zip
- Masini, Roboti si Echipamente Pentru Sisteme Flexibile de Fabricatie.doc
Alții au mai descărcat și

Sarcina pentru proiectul de an De elaborat proiectul mecanismului de actionare a unui snac-malaxor Date initiale pentru proiectare: 1. Forta de...

1. Introducere Ca un rezultat al dezvoltării civilizației și modernizării tehnologiei, oamenii au nevoie de mult confort în viața lor. Avem nevoie...

Consideraţii generale Mecanismul şurub – piuliţă este folosit pentru transformarea mişcării de rotaţie în mişcare de translaţie, sau invers,...

Sa se proiecteze un cric cu surub pentru ridicarea unei greutati F1 = 5900 N, pe inaltimea H = 500 mm. Cerinte : - sa se poata regla inaltimea...


Orice proces tehnologic de prelucrare mecanica prin aschiere este insotit de erori. Acest neajuns duce la obtinerea unei piese care nu corespunde...


I.MEMORIU TEHNIC Disciplina Organe de maşini studiază elementele care intră în construcţia maşinilor din punct de vedere al construcţiei,...
Te-ar putea interesa și

INTRODUCERE SFF-ul reprezintă un ansamblu de maşini-unelte reunite într-un sistem comun de transport, manipulare şi depozitare a semifabricatelor,...

Introducere Prin sisteme flexibile de fabricaţie înţelegem acel grup de mâini-unelte cu comandă numerică prevăzute cu un sistem automat de...

Cum ajuta robotizarea producatorii de componente auto din Romania 23 Metode si tehnologii de mare eficienta economica folosite în managementul...

CONCEPTUL DE FLEXIBILITATE Elementul de noutate în concepţia actuală despre automatizarea proceselor tehnologice îl constituie flexibilitatea sau...

Istoria dezvoltarii socio-economice a societatii umane evidentiaza importanta pe care o au organizatiile, indiferent de tipul lor, pentru...

CAPITOLUL I ÎNTREPRINDEREA – COMPONENTĂ DE BAZĂ A UNUI SISTEM DE PRODUCŢIE 1.1. Scurtă prezentare a evoluţiei sistemelor de producţie...

CURS 1 1.1. DEFINIREA CAD/CAM Apariţia şi dezvoltarea controlului numeric în anii 50, marchează începutul procesului de automatizare a...

1.1 Noţiuni Economia ca obiect de studiu gestiunea eficientă a resurselor. Ingineria reprezintă aplicarea cunoştiinţelor ştiinţifice, matematice...