Extras din proiect
Proiectarea procesului tehnologic de prelucrare mecanică arbore
1. Alegerea semifabricatului
Cerinţele impuse unui tehnolog sunt strâns legate de necesitatea comparării multilaterale a celor mai diferite metode şi procedee de confecţionare a semifabricatelor şi de prelucrare ulterioară a lor prin aşchiere. Astfel, se impune cu stricteţe alegerea metodei şi procedeului de confecţionare care în condiţii egale asigură productivitatea şi eficienţa economică maximă a întregului proces de fabricaţie.
Tendinţa de bază trebuie să fie aceea de obţine un semifabricat care ca formă şi dimensiune să fie identic cu piesa finită.
Există metode de înaltă precizie pentru confecţionarea semifabricatelor cum sunt turnarea de precizie (permite respectarea unor toleranţe de până la 0,05 mm) sau matriţarea, care asigură o precizie a semifabricatelor sau a unor elemente ale acestora identică cu precizia piesei cerută prin desen.
Semifabricatele metalice se prezintă într-o variată gamă de forme, determinate de destinaţie, de caracteristicile fizico-mecanice şi de metoda de executare.
Tabel 1
Compoziţia chimică (STAS 880-88)
Oţel C Mn Si S P
OLC 45 0,42-0,5 0,5-0,8 0,17-0,37 0,02-0,045 0,04
cu sufixele: X - calitate superioară; S - cu conţinut controlat de sulf; AT - pentru autovehicule şi tractoare
Tabel 2
Recomandări privind tratamentul termic şi termochimic
Starea Recoacere Normalizare Călire
T (oC) M.r. T(oC) M.r. T (oC) M.r.
N 680-700 cupt 840-870 aer 820-850 apă
I 840-870 ulei
Obs. N - normal, I - îmbunătăţit
Caracteristici mecanice ale semifabricatului:
-Modul de elasticitate :1,9*1011N/m2
-Coeficientul Poisson: 0,29
-Densitatea :8000 kg/m3
-Limita de curgere :2,06*108 N/m2 =Pa
-Coeficientul de dilataţie termica :1,5*105 mm/k
-Conductibilitatea termica :47 W/n*k
-Limita de curgere :7,5*1010 N/m2
2. Stabilirea traseului tehnologic
2.1 Generalitati
In cadrul acestei etape, dupa ce anterior s-a ales semifabricatul ,se determina numarul operatiilor si felul lor si de asemenea numarul fazelor din cadrul fiecarei operatii si felul lor.
Odata stabilita succesiunea operatiilor si a fazelor din cadrul lor in continuare se alege tipul masinii unelte pe care se executa fiecare operatie se rezolva problema bazarii si fixarii semifabricatului intocmindu-se si schita fixarii si in sfarsit se stabilesc sculele si verificatoarele necesare executarii fiecarei faze.
Muchiile se tesesc la 1*450.
Nr. op. Denumirea operatiei/fazei Schita operatiei
M.U. S.D.V
1.
1.1 Debitarea
Debitarea din bara laminata cu D= 50 mm la lungimea de L=210mm FA 400 Panza tipII 300x20x0.7x0.8
STAS 1066-86
Subler, rigla
2.
2.1
2.2
2.3 Strunjire frontala 1
Prins in universal, strunjit frontal de degrosare
Strunjire de finisare frontala
Executare gaura de centrare tip A 4 mm STAS 1361-82
Desprins piesa
SN 320 Cutit frontal tip 12x12 STAS 358-90/RP3
Burghiu de centrare A2,5 STAS 1114/2-82, Rp3
Subler universal cu trei bacuri
3.
3.1
3.2
3.3
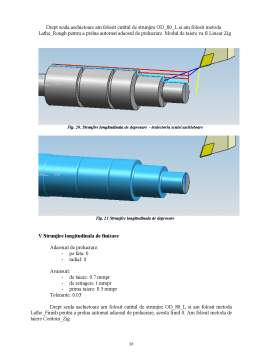
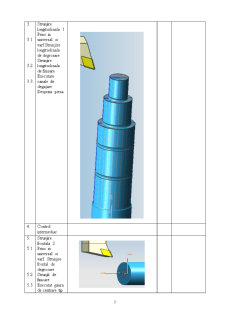
Strunjire longitudinala 1
Prins in universal si varf.Strunjire longitudinala de degrosare
Strunjire longitudinala de finisare
Executare canale de degajare
Desprins piesa
4. Control intermediar
5.
5.1
5.2
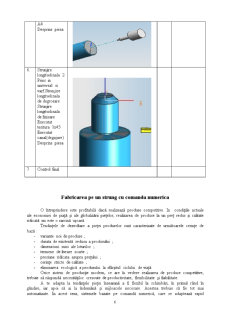
5.3 Strunjire frontala 2
Prins in universal si varf. Strunjire frontal de degrosare
Strunjit de finisare
Executat gaura de centrare tip A4
Desprins piesa
Preview document




























Conținut arhivă zip
- Proiectare Procesului Tehnologic al unei Piese Tip Arbore.doc
Alții au mai descărcat și

A1.Proiectarea procesului tehnologic de prelucrare. Aceasta parte a proiectului are ca scop final stabilirea, pe baza unor considerente tehnice si...

Tematica şi conţinutul proiectului 1. Analiza constructiv-tehnologică a piesei şi întocmirea unui desen de execuţie complet, pe principiul...

Capitolul 1. Studiu bibliografic privind maşini – unelte similare celei studiate 1.1 Tipuri de maşini – unelte similare Centrele de prelucrare...

1.Construcţia maşinilor-unelte agregate Maşinile-unelte agregate pot fi definite ca maşini-unelte formate din unul sau mai multe posturi de lucru...

Proiectul la organe de mașini are scopul proiectării unui sistem de transmisii mecanice cu reductor de turație într-o treaptă cu angrenaj cilindric...

Blocul motor si chiulasa Blocul de cilindri preia eforturile de explozie si fortele de inertie ale mecanismului biela manivela. Conditia esentiala...

A. MEMORIUL TEHNIC 1. Definirea şi domeniul de utilizare al mecanismului Mecanismele de ridicat (cricurile) au în componenţa lor cuple elicoidale...

SPECIFICATIILE MASINII Curse de lucru MVP-13 Cursa axei X 1300 mm Cursa axei Y 700 mm Cursa axei Z 650 mm Distanta de la sfarsitul axului pana...
Te-ar putea interesa și

1. SISTEME DE FABRICAŢIE Conceptul de sistem apare în formă embrionară în filosofia antică greacă. Afirmând că „întregul este mai mult decât suma...

Întreprinderea Stromacom S.R.L. a fost fondată în anul 2001 de proprietarul Vladimir Tanciuc. Ea se află pe strada Ştefan cel Mare, 170....

Introducere Tema lucrării de licenţă „Tehnologii tip de fabricare a pieselor de automobil cu suprafeţe preponderent de revoluţie” este...

Capitolul 1. Obiectivul caietului de sarcini Aceste instrucţiuni au fost redactate pentru siguranţa utilizatorilor conform prezentelor...

CAPITOLUL 1 EXTRACTIA ULEIULUI PRIN PRESARE 1.1 Generalitati. Procesarea materiilor prime grase este diferita în functie de felul acestora. La...

1. MEMORIU TEHNIC 1.1. OBIECTUL PROIECTULUI Obiectul prezentului proiect il constituie documentaţia ,in faza de proiect tehnic ,pentru ‘ CONCASOR...

CAP I. PREZENTAREA GENERALĂ A MAŞINILOR UNELTE LI. Introducere Maşinile-unelte aşchietoare, împreunã cu presele şi ciocanele folosite la...

Cap.1. Introducere 1.1. Introducere În cei peste o sută de ani de existenţă, automobilul s-a dezvoltat şi perfecţionat continuu fără, însă, să...