Cuprins
- I. ITINERAR TEHNOLOGIC 2
- II. CALCULUL ADAOSULUI DE PRELUCRARE 6
- 2.1 Stabilirea parametrilor Rz si S 6
- 2.2 Stabilirea tolerantelor 6
- 2.3 Stabilirea valori erorilor [µm] 7
- 2.4 Calculul abaterilor spatiale 7
- 2.5 Calculul adaosului de prelucrare 8
- 2.6 Calculul adaosului de prelucrare nominal [ 2Ap nom] 8
- 2.7 Calculul diametrului maxim [ dmax i-1] 9
- 2.8 Calculul diametrului minim [ dmin i-1] 9
- 2.9 Calculul pentru debitare 10
- 2.10. Calculul la frezare frontală 10
- 2.11. Calculul adaosului de prelucrare minim la frezare 10
- 2.12. Calculul adaosului de prelucrare nominal la frezare frontală 10
- 2.13. Calculul lungimi maxime la frezarea frontală [ lmax] 10
- III. CALCULUL REGIMULUI DE ASCHIERE SI NORMA TEHNICĂ DE TIMP PENTRU OPERATIA DE STRUNJIRE 11
- A. CALCULUL REGIMULUI DE ASCHIERE PENTRU OPERATIA DE STRUNJIRE 11
- B. NORMA TEHNICĂ DE TIMP PENTRU OPERATIA DE STRUNJIRE 13
- IV. CALCULUL REGIMULUI DE ASCHIERE SI NORMA TEHNICĂ DE TIMP PENTRU OPERATIA DE FREZARE A UNUI CANAL DE PANA 14
- A. CALCULUL REGIMULUI DE ASCHIERE LA FREZAREA UNUI CANAL DE PANA 14
- B. NORMA TEHNICĂ DE TIMP LA FREZAREA UNUI CANAL DE PANA 15
- V. CALCULUL REGIMULUI DE ASCHIERE SI NORMA TEHNICĂ DE TIMP PENTRU OPERATIA DE RECTIFICARE ROTUNDA 16
- A. CALCULUL REGIMULUI DE ASCHIERE PENTRU OPERATIA DE RECTIFICARE ROTUNDA 18
- B. NORMA TEHNICĂ DE TIMP PENTRU OPERATIA DE RECTIFICARE ROTUNDA 18
Extras din proiect
I. ITINERAR TEHNOLOGIC
NR.
CRT. DENUMIRE OPERATIE SCHITA DE OPERATIE MASINA UNEALTA S.D.V. OBS.
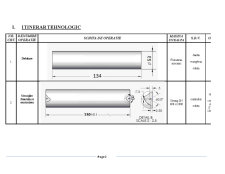
1. Debitare
Fierastrau mecanic -banda
-menghina
-ruleta
2. Strunjire frontala si centruirea
Strung SN 400 x 1000
-centruitor
-ruleta
-gaura de centrare A1,6
STAS 1361-83
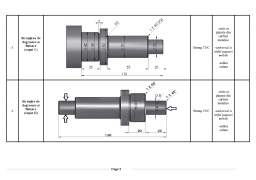
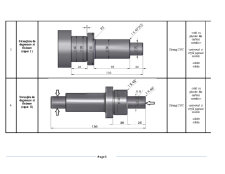
3. Strunjirea de degrosare si finisare
(capat I )
Strung CNC -cutit cu placute din carburi metalice
-universal si virful papusei mobile
-subler
-ruleta
4. Strunjire de degrosare si finisare
(capat II)
Strung CNC -cutit cu placute din carburi metalice
-universal si virful papusei mobile
-subler
-ruleta
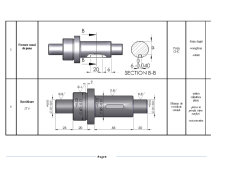
5. Frezare canal de pana
Freza
CNC -freza deget
-menghina
-subler
6. Rectificare
IT 6
Masina de rectificat rotund -piatra cilindrica plana
-piesa se prinde intre varfuri
-micrometru
7. Strunjire filet
Metric 8x 1.0 Strung CNC -cutit cu placute din carburi metalice
-universal si virful papusei mobile
-subler
-micrometru
Nr.
Crt. Operatie T [µm] IT Rz [µm] S [µm] ρ [µm] є [µm] 2Apmin
[µm] 2Apnom
[µm] dmax
[mm] dnom
[mm] dmin
[mm]
1. Semifabricat 720 14 160 250 1004.67 420 0 0 65.2 65 64.9
2. Strunjire de
degrosare 300 12 63 60 60.28 100 2839.26 3579.26 61.34 61.3 61
3. Strunjire de
finisare 120 10 30 30 25.11 35 324.31 624.31 60.35 61 60.88
4. Rectificare 46 8 10 20 3.01 30 198.23 318.23 60.37 60.4 60.354
II. CALCULUL ADAOSULUI DE PRELUCRARE
2.1 Stabilirea parametrilor Rz si S
- pentru semifabricat :
Rz=160 [μm]
S=250 [μm] (tab. 4.5 pag 217 Picos)
- pentru strunjire de degrosare :
Rz=63 [μm]
S=60 [μm] (tab. 4.9 pag 220 Picos)
- pentru strunfirea de finisare :
Rz=25 [μm]
S=30 [μm] (tab 4.9 pag 220 Picos)
- pentru rectificare :
Rz=1,6 [μm]
S=4 [μm] (tab.4.9 pag 220 Picos)
2.2 Stabilirea tolerantelor
- pentru semifabricat :
T=740 [µm] (tab 2.15 pag 170 Picos)
IT=14 (tab. 2.14pag 167 Picos)
- pentru strunjire de degrosare:
T=300 [µm]
IT=12
- pentru strunfirea de finisare :
T=74 [µm]
IT=9
- pentru rectificare :
T=19 [µm]
IT=6
Preview document
















Conținut arhivă zip
- Proiectarea unui Arbore
- Arbore TFMU_2d.SLDDRW
- proiect TFMU - Pavelean Nicolaee.docx
Alții au mai descărcat și

Tematica şi conţinutul proiectului 1. Analiza constructiv-tehnologică a piesei şi întocmirea unui desen de execuţie complet, pe principiul...

Capitolul 1. Studiu bibliografic privind maşini – unelte similare celei studiate 1.1 Tipuri de maşini – unelte similare Centrele de prelucrare...

Proiectarea procesului tehnologic de prelucrare mecanică arbore 1. Alegerea semifabricatului Cerinţele impuse unui tehnolog sunt strâns legate de...

Să se proiecteze o transmisie cu reductor pentru următoarele date: I. Antrenarea reductorului se face cu o transmisie prin curele trapezoidale...

1.Scopul lucrării Lucrarea urmăreşte cunoaşterea geometriei, tipurilor, materialelor, elementelor constructive, domeniile de utilizare a...

1.1.NOŢIUNI FUNDAMENTALE 1.1.1.Produsele tehnice în viziune sistemică Sarcinile tehnice sunt îndeplinite cu ajutorul produselor tehnice, care...
1. NOŢIUNI RECAPITULATIVE Fig. 1. Sarcinile care solicită organele de maşini 1. 2. MATERIALE - REZISTENŢE ADMISIBILE ŞI COEFICIENŢI DE...

I.MEMORIU TEHNIC Disciplina Organe de maşini studiază elementele care intră în construcţia maşinilor din punct de vedere al construcţiei,...
Te-ar putea interesa și

MEMORIU TEHNIC Prin tema s-a cerut proiectarea unui arbore de antrenare al unui transportor cu banda cu urmatoarele caracteristici tehnice: -...

NOTIUNEA DE INVESTITIE Notiunea de investitie defineste o categorie pe cat de complexa, pe ata de controversata. La prima vedere investitia ne...

INTRODUCERE Un proiect înseamnă o lucrare tehnica întocmita pe baza unei teme date, care cuprinde calculele tehnico-economice, desenele,...

Introducere Organele de mașini sunt piese (eventual ansambluri de piese), având rol funcțional utilitar care intră în compunerea...

1. Alegerea semifabricatului Cerinţele impuse unui tehnolog sunt strâns legate de necesitatea comparării multilaterale a celor mai diferite metode...

MATERIAL GRAFIC a. Asamblul general al sistemului de acţionare (minimum 2 proiecţii) b. Desenul de execuţie pentru arborele de intrare al...

Argument Lagarele sunt organe de masini care , impreuna cu fusurile arborilor sau ale osiilor, formeaza cuple de rotatie sau de oscilatie....

TEMA DE PROIECTARE Sa se proiecteze o transmisie mecanica pentru actionarea unei masini de lucru ML conform schemei cinematice de mai jos:....