Cuprins
- CAPITOLUL 1. NOŢIUNI GENERALE CU PRIVIRE LA
- FABRICAREA SEGMENŢILOR. SCHEMĂ CINEMATICĂ
- DISPOZITIV CU BANDĂ PENTRU ROTUNJIT MUCHIILE
- SEGMENŢILOR CROMAŢI Ø280. FUNCŢIONARE. 3
- 1.1. Noţiuni generale cu privire la fabricarea segmenţilor. 3
- 1.2. Schema cinematică a dispozitivului cu bandă
- pentru rotunjit muchiile segmenţilor cromaţi Ø280. 16
- 1.3. Funcţionarea dispozitivului. 18
- CAPITOLUL 2. PROIECTAREA TEHNOLOGIEI DE
- AŞCHIERE PENTRU PIESA ,, MELC ’’ (POZ. 30). 20
- 2.1. Analiza tehnologică a piesei ,, MELC ’’ 21
- 2.2. Alegerea tipului de producţie , calculul lotului
- de fabricaţie optim. 23
- 2.3. Determinarea tipului de semifabricat. 24
- 2.4. Prezentarea itinerariului tehnologic al piesei. 26
- 2.5. Calculul adaosurilor de prelucrare pentru
- suprafaţa cilindrică exterioară Ø25±0,05. 30
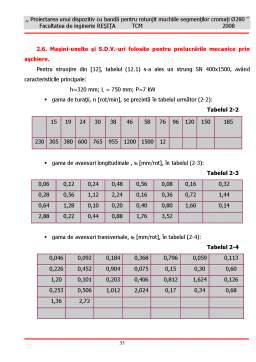
- 2.6. Maşini-unelte şi S.D.V.-uri folosite pentru
- prelucrările mecanice prin aşchiere. 35
- 2.7. Calculul regimurilor de aşchiere. 36
- 2.8. Calculul normelor tehnice de timp
- pentru operaţiile de aşchiere. 50
- CAPITOLUL 3. PROIECTAREA MECANISMELOR
- PRINCIPALE DE ACŢIONARE ALE DISPOZITIVULUI. 58
- 3.1. Calculul cinetostatic al transmisiilor dispozitivului. 58
- 3.2. Calculul geometric al angrenajelor
- melcate cilindrice. 60
- 3.3. Forţele din angrenajul melcat cilindric. 63
- 3.4. Proiectarea arborilor. 65
- 3.5. Proiectarea lagărelor arborelui mecanismului de
- acţionare a benzii abrazive. 74
- 3.6. Calculul transmisiei prin curele late. 76
- CAPITOLUL 4. DETERMINAREA PREŢULUI DE COST
- AL DISPOZITIVULUI CU BANDĂ PENTRU ROTUNJIT
- MUCHIILE SEGMENŢILOR CROMAŢI Ø280. 80
- CAPITOLUL 5. NORME DE TEHNICA SECURITĂŢII
- MUNCII, PREVENIREA ŞI STINGEREA INCENDIILOR. 82
- BIBLIOGRAFIE. 84
Extras din proiect
CAPITOLUL 1
NOŢIUNI GENERALE CU PRIVIRE LA
FABRICAREA SEGMENŢILOR. SCHEMĂ CINEMATICĂ
DISPOZITIV CU BANDĂ PENTRU ROTUNJIT MUCHIILE
SEGMENŢILOR CROMAŢI Ø280. FUNCŢIONARE.
1.1. Noţiuni generale cu privire la fabricarea segmenţilor.
Prelucrarea segmenţilor trebuie să se facă fără schimbarea proprietăţilor materialului, schimbare care, în acest caz, poate apărea din cauza secţiunii mici şi din cauza procesului tehnologic însuşi, care obligă la executarea unor operaţii de prelucrare în stare tensionată.
Procesele tehnologice de prelucrare a segmenţilor constau în operaţii succesive de rectificare, strunjire şi frezare, numărul operaţiilor şi succesiunea lor depinzând de forma pe care o are segmentul în stare de semifabricat şi de destinaţia lui în exploatare. La operaţiile menţionate se mai adaugă, după caz, anumite tratamente termice, cum şi o anumite acoperiri de protecţie a suprafeţelor de frecare ale segmenţilor, aplicate în special pe suprafaţa exterioară, care alunecă pe suprafaţa cilindrului.
În cele ce urmează se va expune procesul tehnologic de prelucrare a segmenţilor pentru motoare cu ardere internă şi compresoare, obţinuţi prin turnare din fontă specială pentru segmenţi, deoarece procesul tehnologic al acestor segmenţi este cel mai exigent.
Principalele tipuri de operaţii care intră în cadrul procesului de prelucrare a segmenţilor pentru motoarele cu ardere internă pot fi grupate astfel:
I. Operaţii de prelucrare prin aşchiere
II. Tratamente termice
III. Acoperiri ale suprafeţelor segmenţilor
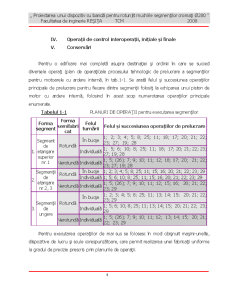
IV. Operaţii de control interoperaţii, iniţiale şi finale
V. Conservări
Pentru o edificare mai completă asupra destinaţiei şi ordinii în care se succed diversele operaţi (plan de operaţii)ale procesului tehnologic de prelucrare a segmenţilor pentru motoarele cu ardere internă, în tab.1-1. Se arată felul şi succesiunea operaţiilor principale de prelucrare pentru fiecare dintre segmenţii folosiţi la echiparea unui piston de motor cu ardere internă, folosind în acest scop numerotarea operaţiilor principale enumerate.
Tabelul 1-1 PLANURI DE OPERAŢII pentru executarea segmenţilor
Forma segment Forma semifabricat Felul turnării Felul şi succesiunea operaţiilor de prelucrare
1. Segment de etanşare superior nr.1 Rotundă În bucşe 1; 2; 3; 4; 5; 8; 25; 11; 18; 17; 20; 21; 22; 23; 27; 19; 28
Individuală 1; 5; 6; 10; 8; 25; 11; 18; 17; 20; 21; 22; 23; 27; 19; 28
Nerotundă Individuală 1; 5; (26); 7; 9; 10; 11; 12; 18; 17; 20; 21; 22; 23; 27; 19; 28
2. Segmenţii de etanşare nr.2, 3 Rotundă În bucşe 1; 2; 3; 4; 5; 8; 25; 11; 15; 16; 20; 21; 22; 23; 29
Individuală 1; 5; 6; 10; 8; 25; 11; 15; 16; 20; 21; 22; 23; 29
Nerotundă Individuală 1; 5; (26); 7; 9; 10; 11; 12; 15; 16; 20; 21; 22; 23; 29
3. Segmenţii de ungere Rotundă În bucşe 1; 2; 3; 4; 5; 8; 25; 11; 13; 14; 15; 20; 21; 22; 23; 29
Individuală 1; 5; 6; 10; 8; 25; 11; 13; 14; 15; 20; 21; 22; 23; 29
Nerotundă Individuală 1; 5; (26); 7; 9; 10; 11; 12; 13; 14; 15; 20; 21; 22; 23; 29
Pentru executarea operaţiilor de mai sus se folosesc în mod obişnuit maşini-unelte, dispozitive de lucru şi scule corespunzătoare, care permit realizarea unei fabricaţii uniforme la gradul de precizie prescris prin planurile de operaţii.
Un rol deosebit de important pentru obţinerea unor segmenţi de calitate superioară îl are ''controlul pe faze'' al operaţiilor de prelucrare, control care se execută pe baza unor norme şi care permite trierea segmenţilor fabricaţi şi eliminarea celor necorespunzători încă în cursul fabricaţiei, fără a mai aştepta terminarea tuturor operaţiilor de prelucrare.
În cele ce urmează se vor arăta principalele mijloace ( maşini, scule, dispozitive ) folosite pentru executarea operaţiilor de prelucrare enumerate, cum şi unele indicaţii asupra modului în care acestea se desfăşoară
I.Operaţii de prelucrare prin aşchiere
1) Curăţirea la polizor a bucşelor , respectiv a segmenţilor turnaţi individual.
2) Strunjirea exterioară a bucşelor pentru segmenţi.
3) Strunjirea interioară a bucşelor pentru segmenţi.
4) Tăierea segmenţilor din bucşe.
5) Rectificarea feţelor frontale ale segmenţilor individuali.
6) Strunjirea exterioară preliminară a segmenţilor individuali rotunzi.
7) Strunjirea exterioară preliminară a segmenţilor individuali nerotunzi.
8) Secţionarea segmenţilor rotunzi
9) Decuparea deschiderii la segmenţii nerotunzi.
10) Strunjirea interioară preliminară a segmenţilor nerotunzi
11) Calibrarea preliminară a deschiderii segmenţilor.
12) Rectificarea fină a feţelor frontale ale segmenţilor.
13) Strunjirea degajării de pe faţa exterioară a segmentului de ungere.
14) Frezarea ferestrelor pentru trecerea uleiului, la segmenţii de ungere.
15) Operaţii speciale de profilare a capetelor deschiderii - dacă este cazul, operaţia de găurire a segmenţilor de ungere.
Preview document




















































































Conținut arhivă zip
- Proiectarea unui Dispozitiv cu Banda pentru Rotunjit Muchiile Segmentilor Cromati.doc