Cuprins
- Capitolul 1.
- Prelucrarea alezajelor
- prin procesul de burghiere. 3
- 1.1. Aspecte introductive. 3
- 1.2. Îmbunătăţiri constructiv funcţionale
- ale burghiului elicoidal. 6
- 1.3. Uzura şi durabilitatea burghielor
- elicoidale. 8
- 1.4. Criterii de optimizare a geometriei
- burghiului elicoidal. 10
- Capitolul 2.
- Echipamentul de măsurare al momentului de
- torsiune şi a forţei axiale capabile pentru
- burghiele cu tăişuri curbe. 11
- 2.1. Generalităţi. 11
- 2.2. Metodica măsurării forţei axiale şi a
- momentului de torsiune. 11
- 2.3. Echipamentul folosit pentru măsurarea
- forţei axiale la burghiere. 13
- 2.4. Echipamentul folosit pentru măsurarea
- momentului de torsiune la burghiere. 15
- Capitolul 3.
- Tehnologia de fabricaţie a piesei „ARBORE”. 18
- 3.1. Analiza constructiv tehnologică a piesei „ARBORE”. 18
- 3.2. Alegerea tipului de producţie , calculul
- lotului de fabricaţie optim. 20
- 3.3. Alegerea semifabricatului. 22
- 3.4. Stabilirea itinerariului tehnologic. 24
- 3.5. Calculul adaosurilor de prelucrare,
- determinarea dimensiunilor intermediare. 29
- 3.6. Alegerea maşinilor unelte şi a S.D:V.-urilor. 35
- 3.7. Calculul regimurilor de aşchiere
- pentru 5 operaţii alese. 36
- 3.8. Calculul normelor tehnice de timp
- pentru operaţiile de aşchiere. 47
- Capitolul 4.
- Proiectarea traductorului pentru
- măsurarea momentului de torsiune
- la burghiere. 56
- 4.1. Proiectarea lagărelor cu rulmenţi. 56
- 4.2. Proiectarea cuplajului cu flanşe. 60
- Capitolul 5.
- Preţul de cost al traductorului pentru
- măsurarea momentului de torsiune
- la burghiere. 63
- Capitolul 6.
- Norme de tehnica securităţii muncii. 65
- BIBLIOGRAFIE 67
Extras din proiect
Capitolul 1.
Prelucrarea alezajelor prin
procesul de burghiere.
1.1. Aspecte introductive.
Burghierea este un proces complex de aşchiere tridimensională, care se desfăşoară în condiţii grele datorită solicitărilor termice neuniforme, răcirii dificil de realizat în zona de aşchiere, modului greoi de îndepărtare, dirijare şi evacuare a aşchiilor din alezajul prelucrat precum şi datorită geometriei necorespunzătoare din anumite zone ale părţii aşchietoare a burghiului elicoidal.
Tăişurile burghielor elicoidale rezultă din intersecţia feţelor de aşezare ale dinţilor burghiului care pot fi suprafeţe plane, elicoidale, conice sau hiperboloidale cu suprafeţele elicoidale ale canalelor pentru evacuarea aşchiilor, fapt care determină variaţia parametrilor geometrici ai tăişului principal, în lungul acestuia.
În funcţie de punctul considerat pe tăiş, ca urmare a faptului că unghiul de degajare se micşorează către axa burghiului, condiţiile de formare a aşchiilor diferă.
Geometri nesatisfăcătoare a tăişului transversal, reprezentată de valori negative şi relativ mari ale unghiului de degajare, conduc la creşterea substanţială a forţei de avans fapt care a determinat pe mulţi cercetători să considere mecanismul acţiunii tăişului transversal asemănător cu procesul de extruziune.
În industria modernă, prelucrările mecanice prin aşchiere tind către viteze mari de lucru, precizie ridicată, operaţii automatizate şi obţinerea de repere din materiale mai greu prelucrabile.
Având în vedere toate aceste aspecte, cercetătorii au în vedere îmbunătăţirea geometriei şi formei constructive a burghielor elicoidale.
Prelucrarea alezajelor, în domeniul construcţiei de maşini, este importantă datorită frecvenţei şi volumului mare de operaţii prin aşchiere care necesită astfel de prelucrări.
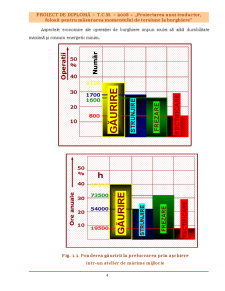
Analizând procesele tehnologice dintr-un atelier de mărime mijlocie rezultă că 33% din operaţiile de lucru şi 40% din numărul de ore-maşini pe an sunt rezervate prelucrărilor alezajelor, figura 1.1.
Aspectele economice ale operaţiei de burghiere impun sculei să aibă durabilitate maximă şi consum energetic minim.
Fig. 1.1. Ponderea găuririi la prelucrarea prin aşchiere
într-un atelier de mărime mijlocie
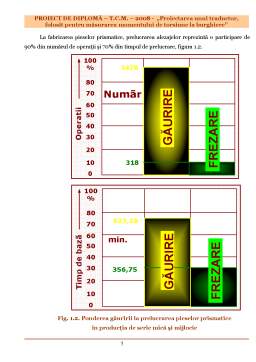
La fabricarea pieselor prismatice, prelucrarea alezajelor reprezintă o participare de 90% din numărul de operaţii şi 70% din timpul de prelucrare, figura 1.2.
Fig. 1.2. Ponderea găuririi la prelucrarea pieselor prismatice
în producţia de serie mică şi mijlocie
Burghiele elicoidale convenţionale, confecţionate din oţeluri de scule tenace, dar cu termostabilitate redusă, au anumite inconveniente printre care, dificultatea de a burghia materiale dure, de a executa găuri adânci şi de a lucra cu viteze mari de aşchiere.
Rigiditatea la torsiune a burghiului afectează, de asemenea performanţele operaţiei de găurire, fapt arătat de numeroşi utilizatori.
Raportul dintre mărimea secţiunii transversale şi aria secţiunii canalelor pentru evacuarea aşchiilor influenţează rigiditatea la torsiune a burghiului elicoidal.
1.2. Îmbunătăţiri constructiv funcţionale ale burghiului elicoidal.
Principial, caracteristica formării aşchiilor, în procesul de burghiere, este acelaşi ca şi procesul de strunjire.
La burghiere, spre deosebire de strunjire, aşchiile au secţiunea transversală variabilă, figura 1.3, datorită faptului că unghiurile de degajare, de aşezare şi de înclinare ale canalului elicoidal variază continuu în lungul razei punctului considerat pe tăiş.
În lungul tăişului transversal, deşi unghiurile de degajare constructive sunt negative şi viteza de aşchiere tinde la zero către axa burghiului, se desprind aşchii discontinui, datorate caracterului periodic al depunerilor pe tăiş care determină şi creşterea forţei axiale cu aproximativ 50%.
Preview document



































































Conținut arhivă zip
- Proiectarea unui Traductor, Folosit pentru Masurarea Momentului de Torsiune la Burghiere.doc
Te-ar putea interesa și

REZUMAT In lucrarea de faţă a fost conceput, proiectat şi executat un dinamometru tensometrii rezistiv pentru măsurarea forţei axiale şi a...