Cuprins
- 1. Alegerea semifabricatului;
- 2. Stabilirea traseului tehnologic;
- 3. Calculul adaosului de prelucrare si al dimensiunilor intermediare;
- 4. Calculul regimurilor de aschiere ;
- 5. Normarea tehnica ;
- 6. Calculul si analiza tehnico – economica ;
- 7. Partea grafica care va cuprinde :
- -desenul de executie al piesei
- -desenul de executie al sculelor nestandardizate si dispozitivelor folosite
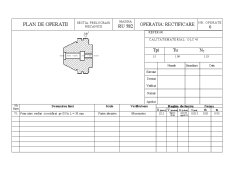
- -planul de operatie
Extras din proiect
1.Alegerea semifabricatului
Conform desenului de executie, reperul din tema este confectionat din OLC 45 STAS 880 cu urmatoarele caracteristici :
Proprietati mecanice
Rp[N/mm2] Rm[N/mm2] Alungirea[%] Rezilienta[j/cm3]
360 610 18 30
Parametrii tratamentului termic
Recoacere Normalizare Calire Revenire
To C Mediu To C Mediu To C Mediu To C Mediu
680--700 cuptor 840--870 aer 820---850 apa 540---680 aer
Cele mai folosite semifabricate sunt :
- semifabricate laminate ;
- semifabricate turnate ;
- semifabricate forjate liber ;
- semifabricate forjate in matrita ;
- semifabricate sinterizate . etc…
La alegerea semifabricatului se au in vedere urmatoarele :
- materialul piesei ;
- forma si dimensiunile piesei ;
- numarul pieselor din lot.
Piesa din tema fiind executata din OLC 45 pot adopta semifabricat laminat, forjat sau matritat.
Forma si dimensiunile semifabricatului trebuie sa fie cat mai apropiate de forma si dimensiunile finite.
Avand in vedere ca piesa din tema are forma de arbore alegem semifabricat laminat cu sectiune rotunda STAS 333.
ETAPA II : Stabilirea traseului tehnologic.
In cadrul traseului tehnologic ce stabileste ordinea optima de realizare a operatiilor si a fazelor in cadrul prelucrarii reperului dat de la semifabricat la piesa finita.
Operatia reprezinta acea parte a procesului tehnologic de executie al piesei efectuata de un muncitor sau un grup de muncitori la acelasi loc de munca.
Faza reprezinta acea parte a operatiei care se executa cu o structura scurta.
Nr. operatiei si fazei Denumirea operatiei si fazei Schita operatiei M.U. S.D.V.
1.
1.1.
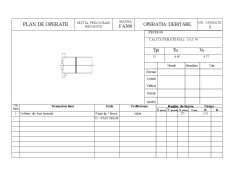
Debitarea
Debitarea din bara cu diametrul D si lungimea L. F.A. 300 -panza fierastrau 300x200x0.7x0.8 STAS 1066-86
-subler 300 x 0,1
2.
2.1.
2.2.
2.3.
2.4
2.5
2.6
2.7
2.8
2.9
2.10
2.11
2.12
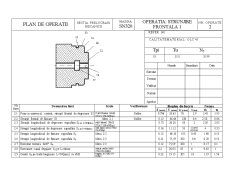
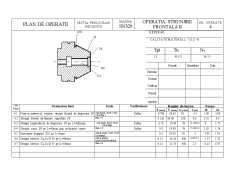
2.13 Strunjire I
Prins in universal, centrat, strunjit frontal de degrosare suprafata S1(R.a=6,3);
Strunjit frontal de finisare suprafata S1(Ra=3,2);.
Strunjit longitudinal de degrosare suprafata S¬3 pe L=40[mm}; Strunjit longitudinal de degrosare suprafata S¬2 pe L=10[mm};
Strunjit longitudinal de finisare suprafata S3 pe L=30[mm]; Strunjit longitudinal de finisare suprafata S2 pe L=10[mm];
Executat tesitura 1x45º S4;
Executare canal degajare S5 pe L=4mm;
Gaurit S6 pe toată lungimea L=84[mm] cu Ø20;
Strunjit interior pe S6 la Ø24;
Execut canal interior degajare S7 pe L=15mm;
Executare filet interior M24 la S6 pe l=24mm
Executare tesitura inceput filet(1x45º)S12;
Desprins piesa.
SN 400 x 1500 -universal;
-cutit frontal 16x16 STAS 358-67/Rp3;
-cutit lateral 20x12 STAS 359-67/Rp3;
-cutit pt canelat 16x10 STAS 361-80/Rp3;
-burghiu 20 STAS 575 -80/Rp5;
-cutit pt interior 16x16STAS6384-80/P20;
-cutit pt degajat interior 20 x20 STAS 6311-80/Rp3;
-tarod B-M24 STAS-1112/7-75;
-subler 300 x 0,1;
Preview document
































































































Conținut arhivă zip
- PLAN DE OPERATII.doc
- TCM - Bucsa.doc
Alții au mai descărcat și

Tematica şi conţinutul proiectului 1. Analiza constructiv-tehnologică a piesei şi întocmirea unui desen de execuţie complet, pe principiul...

TEMA DE PROIECT Să se proiecteze o cutie de viteze pentru o maşină unealtă de tip strung cu următoarele caracteristici: - Numărul de trepte z =...

CAPITOLUL 1 1. STADIUL ACTUAL AL MODULUI GENERAL DE PROIECTARE A PROCESULUI TEHNOLOGIC DE PRELUCRARE A UNEI CLASE SAU GRUPE DE PIESE Pentru a se...

Capitolul I PROGRAMAREA NUMERICĂ A MAŞINILOR-UNELTE 1.1 MAŞINA-UNEALTĂ ŞI PROGRAMUL SĂU Scopul unei maşini-unelte este de a prelucra piese prin...

INTRODUCERE Lucrarea de licentă analizează cinematica mecanismelor din compunerea roboţilor, bazele teoretice ale dinamicii roboţilor industriali...

1. STABILIREA TIPULUI DE SEMIFABRICAT În urma studierii desenului de execuţie a reperului de prelucrat, bucşa (desen), am stabilit ca...

Capitolul I NOTIUNI GENERALE 1.1 Nivelul tehnicii actuale privind constructia ambreiajelor pentru autovehicule DESTINATIA , CONDITIILE IMPUSE SI...

1. Memoriu tehnic 1.1. Analiza desenului de executie Desenul reprezinta un racord mufa obtinut din semifabricat laminat hexagonal, rezultat în...
Te-ar putea interesa și

INTRODUCERE Procesului tehnologic de prelucrare mecanică în general, şi anume celui prin aşchiere le sunt caracteristice anumite aspecte. Dintre...

I. Memoriu tehnic 1. Definitia, rolul si clasificarea dispozitivelor Dispozitivul reprezinta un component auxiliar al unui sistem tehnic, o...