Cuprins
- Memoriul se compune din trei parti distincte, fiecare din ele continand etape caracteristice.
- A. Proiectarea tehnologiei de prelucrare.
- 1. Analiza piesei.
- 2. Studiul tehnologicitati piesei.
- 3. Analiza diferitelor variante de proces tehnologic pentru obtinerea piesei prin procedee de deformare plastica la rece.
- 4. Analiza croirii semifabricatului.
- 5. Proiectarea schemei tehnologice.
- 6. Calculul fortelor si a pozitiei centrului de presiune.
- B. Proiectarea echipamentelor de deformare.
- 1. Proiectarea elementelor componente ale stantei sau matritei. Realizarea desenului de executie.
- 2. Calculul de verificare al unor elemente componente.
- 3. Calculul dimensiunilor nominale si stabilirea abaterilor elementelor active.
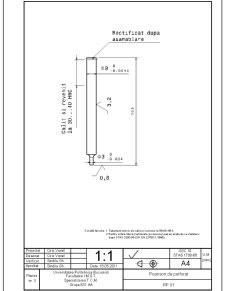
- 4. Realizarea desenelor de executie ale unor elemente active.
- 5. Alegerea utilajului de presare.
- 6. Indicatii privind montarea, exploatarea. Intretinerea matritei proiectate.
- 7. Norme specifice de protectie a muncii.
- C. Calcule tehnico-economice.
- 1. Calculul normei de timp.
- 2. Calculul costului piesei prelucrate pe matrita proiectata.
- 3. Compararea variantelor tehnologice si justificarea variantei alese.
- Continul parti grafice.
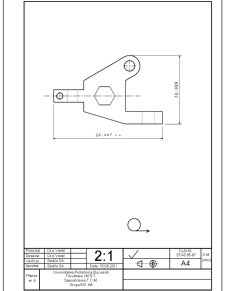
- 1. Desenul de executie al piesei.
- 2. Desenul de executie al semifabricatului plan (desfasurata piesei).
- 3. Desenul de ansamblu al matritei proiectate.
Extras din proiect
A1.Proiectarea procesului tehnologic de prelucrare.
Aceasta parte a proiectului are ca scop final stabilirea, pe baza unor considerente tehnice si economice, a succesiuni operatiilor sau a fazelor.
1. Analiza piesei.
Proiectarea tehnologiei de prelucrare precum si a echipamentului necesar se face pe baza datelor initiale ale temei de proiectare.
1.1. Rolul functional al piesei.
Proiectarea formei piesei, stabilirea materialului din care aceasta sa se execute, stabilirea dimensiunilor si a abaterilor acestora se face avand in vedere rolul functional al piesei in anasamblul din care face parte.
1.2. Verificarea desenului de executie.
Aceasta etapa a procesului de proiectare se realizeaza cu scopul intelegerii formei constructive a piesei , al corectarii eventualelor greseli de proiectare sau a completari desenului de executie cu alte vederi , sectiuni sau detalii, in asa fel incat acesta sa ofere o imagine completa si unica a piesei si sa contina toate informatiile necesare unei proiectari corecte.
Din studiul efectuat asupra desenului piesei , se observa ca:
-forma constructiva a piesei este simpla, si este determinata prin vederile prezentate;
-forma piesei este determinata prin dimensiunile indicate pe desen, in vederile si sectiunile prezentate;
-desenul respecta scara indicata (2:1);
-sunt indicate pe desen toate razele de indoire si de racordare a contururilor;
-grosimea materialului este de 0,5 mm;
-piesa s-a obtinut prin urmatoarele prelucrari: decupare, perforare, indoire;
-toate prelucrarile se pot realiza cu ajutorul stantelor si/sau matritelor;
-cotele netolerate se vor tolera conform STAS 11111-86;
-pe desen este specificata rugozitatea suprafetei materialului.
1.3. Materialul piesei.
Avand in vedere ca informatiile despre materialul din care se executa piesa, vor fi in urmatoarele etape ale procesului de proiectare, din standardele corespunzatoare se vor extrage date referitoare la :
-proprietatile fizico-mecanice;
-compozitie chimica;
-forme si dimensiuni de livrare
Tabel 1.
Material STAS Sta diul de livra re Rezistenta la rupere Rm [N/mm2] Compozitie chimica [%] Greutate specifica, γ [kg/dm3] Forme si dimensiuni de livrare
benzi Foi de tabla
Cu-Zn 10 STAS 289-88
O
240…290
Cu 91-62 Pb0, 13-0,05 Fe0, 2-0, 01 Mn0, 1-0, 05 Al0, 03-0, 02 Sn0, 1-0, 05 Zn - restul
8,2 10, 12, 14, 15, 16, 18, 20, 21, 22, 24, 25, 26, 28, 29, 30, 32, 35, 36, 40, 42, 45, 46, 47, 48, 50, 52, 55, 56, 60, 63, 65, 70, 72, 75, 80, 81, 85, 90, 94, 95, 100, 103, 105, 106, 110, 115, 120, 130, 135, 140, 145, 150
500x2000 560x2000 1000x2000
HA
290…350
HB
>350
1.4. Stabilirea formei si dimensiunilor semifabricatului plan.
Pentru analiza tehnologicitati piesei si pentru studiul croirii semifabricatului este necesara determinarea formei si dimensiunilor semifabricatului plan.
Avand in vedere ca in cele mai multe cazuri dimensiunile inscrise pe desenele de executie ale pieselor indoite nu pot fi utilizate direct in relatiile de calcul cunoscute, este necesara o redimensionare a piesei care sa evidentieze in mod explicit dimensiunile elementelor simple de contur.
Deoarece desenele, atat de executie cat si de ansamblu, ale reperului de mai sus au fost executate in soft-ul Autodesk Inventor Pro 2011 suntem siguri de corectitudinea datelor deoarece programul nu permite crearea unei piese fara a avea datele necesare. Deasemenea modelul 3D al reperului ne ajuta sa intelegem cu usurinta intrebuintarea piesei, suprafetele care o definesc si conditiile de lucru la care este supusa piesa.
Preview document



































































Conținut arhivă zip
- Tehnologii de Deformare Plastica la Rece
- part-uri CATIA
- cap B proiectarea matritei
- arc.CATPart
- bucsa mare.CATPart
- bucsa mica.CATPart
- cep.CATPart
- coloana de ghidare mare.CATPart
- coloana de ghidare mica.CATPart
- final.CATDrawing
- impingator lateral.CATPart
- matrita kalu.CATProduct
- nit cu arc placuta indoita.CATPart
- nit cu arc rigla.CATPart
- nit fara arc rigla.CATPart
- nit fara arc.CATPart
- pastila rigla de ghidare superioara.CATPart
- Placa activa.CATPart
- placa de baza.CATPart
- placa de capat.CATPart
- Placa de presiune.CATPart
- placa extractie.CATPart
- Placa port poanson.CATPart
- Poanson 1.CATPart
- poanson 2.CATPart
- poanson 3.CATPart
- poanson 4.CATPart
- poanson 5 indoire sus.CATPart
- poanson 6 indoire jos.CATPart
- poanson 7.CATPart
- poanson 8.CATPart
- rigla ghidare jos.CATPart
- rigla ghidare sus.CATPart
- stift lung 60mm.CATPart
- stift lung 70mm.CATPart
- stift scurt 30mm.CATPart
- surub M12 pachet fix.CATPart
- surub M12 pachet mobil.CATPart
- tablita indoita.CATPart
- tablita neindoita.CATPart
- Tehnologii de Deformare Plastica la Rece
- coperta proiect.doc
- Desen ansamblu matrita.pdf
- Desen executie placa activa.pdf
- Desen executie poanson.pdf
- Desen piesa desfasurata.pdf
- Desen piesa mica.pdf
- partea 1 proiect.docx
- partea a 2 proiect.docx
- partea a 3 proiect.docx
- partea a 4-a proiect.docx
- partea a 5-a proiect.docx
- partea a 6-a proiect.docx
- Proiect B-2.docx
- Proiect B-3-4.docx
- Proiect B-5.docx
- Proiect B-6.docx
- Proiect B-7.docx
- Proiect C-1.docx
- Proiect C-2.docx
- Proiect C-3.docx
Alții au mai descărcat și

Introducere În domeniul prelucrării materialelor, concomitent cu o cât mai bună organizare a muncii, se impune realizarea unor tehnologii și...

Memoriul tehnic Solutia contructiva aleasa pentru presa proiectata este presa cu piulita fixa cu doua coloane . Presa cu piulita fixa cu doua...

Capitolul 1. Studiu bibliografic privind maşini – unelte similare celei studiate 1.1 Tipuri de maşini – unelte similare Centrele de prelucrare...

Materialul : Alama ; h=2mm ; D1=15mm ; D2=80mm ; A=10mm ; B=4mm ; C=6mm ; D=20mm ; R=2mm. Se va proiecta o stanta combinata cu actiune simultana...

2. INTRODUCERE Odata cu cresterea diversitatii nevoilor consumatorilor, a tehnologiei moderne si a concurentei, inovatia si crearea de produse...

Proiectarea procesului tehnologic de prelucrare mecanică arbore 1. Alegerea semifabricatului Cerinţele impuse unui tehnolog sunt strâns legate de...

A. MEMORIUL TEHNIC 1. Definirea şi domeniul de utilizare al mecanismului Mecanismele de ridicat (cricurile) au în componenţa lor cuple elicoidale...

Memoriul tehnic Transmisiile mecanice dintre motor si masina de lucru au urmatoarele caracteristici tehnice : - maresc sau micsoreaza viteza,...
Te-ar putea interesa și

1.1. Introducere Prelucrarea metalelor prin deformare la rece se realizează în urma unor operații de tăiere, de deformare sau combinații ale...

CAPITOLUL 1: Studiu bibliografic 1.1 Introducere Dezvoltarea impetuoasă a ştiinţei şi tehnicii determină tendinţe noi în prelucrarea metalelor...

Memoriu justificativ În prezent, necesitatea introducerii în producţie a noi tehnologii şi metode de prelucrare perfecţionate, moderne şi de...

CAPITOLUL I PREZENTARE GENERALĂ A PROCESELOR DE DEFORMARE PLASTICĂ 1.1. GENERALITĂŢI Toate corpurile solide au proprietatea de a se deforma sub...
Introducere În domeniul prelucrării materialelor, concomitent cu o cât mai bună organizare a muncii, se impune realizarea unor tehnologii și...

CAPITOLUL I PREZENTARE GENERALĂ A PROCESELOR DE DEFORMARE PLASTICĂ 1.1. GENERALITĂŢI Toate corpurile solide au proprietatea de a se deforma sub...

1.Memoriu de prezentare 1.1 Introducere Prelucrarea metalelor prin deformare la rece se realizează în urma unor operații de tăiere, de deformare...

A.PROIECTAREA PROCESULUI TEHNOLOGIC DE PRELUCRARE A.1. Analiza piesei 1.1 Rolul funcțional al piesei In lipsa unui desen de ansamblu, se vor...