Cuprins
- 1.Consideratii generale privind masina-unealta 1
- 1.1 Definitia masinii-unelte 1
- 1.2 Clasificarea masinilor-unelte 1
- 2. Definitia, rolul si clasificarea dispozitivelor 1
- 2.1. Definitia si rolul dispozitivelor 1
- 2.2 Clasificarea dispozitivelor 1
- 2.3. Avantajele utilizarii dispozitivelor 2
- 3. Constructia si fabricarea corpurilor de dispozitive 2
- 3.1. Definitia corpului de dispozitiv 2
- 3.2 Conditii impuse corpurilor 2
- 3.3 Constructia corpurilor 3
- 3.4. Fabricarea corpurilor 3
- 4. Constructia si exploatarea elementelor de legatura a dispozitivelor cu masini-unelte 3
- 4.1. Elemente de legatura a dispozitivelor pe mesele si platourile masinilor-unelte 3
- 4.1.1. Dispozitive mobile 3
- 4.1.2. Dispozitive fixe 5
- 4.2. Elemente de legatura a dispozitivelor cu axele principale ale masinilor-unelte 6
- 5.Constructia si exploatarea dispozitivelor pentru masinile de gaurit 7
- 5.1. Bucse de ghidare 7
- 5.2. Placi port-bucse de ghidare 8
- 5.3. Mese si platouri rotitoare 10
- 5.4. Dispozitive rotitoare 10
- 5.5. Capote multiax 10
- 5.6.Dispozitiv pentru orientarea si fixarea sculelor la masinile de gaurit 11
- 6. Constructia si exploatarea dispozitivelor pentru masini de frezat 12
- 6.1. Elemente pentru reglarea frezelor 12
- 6.2. Dispozitive speciale de frezat 13
- 6.3. Dispozitive divizoare 14
- 6.4. Dispozitive pentru frezare continua 14
- 6.5. Dispozitive de frezat prin copiere 15
- 7. Constructia si exploatarea dispozitivelor pentru strunguri si masini de rectificat 16
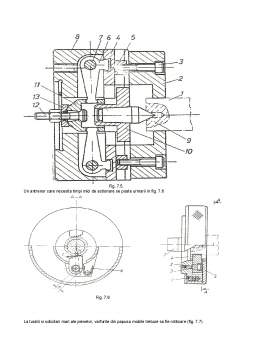
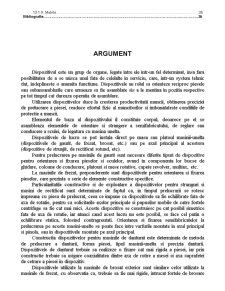
- 7.1. Dispozitive pentru prelucrarea intre varfuri 16
- 7.2. Dispozitive pentru prinderea semifabricatelor pe axul principal 20
- 7.3. Dispozitive de copiat 21
- 8. Constructia si exploatarea pentru masinile de danturat 22
- 9. Constructia si exploatarea dispozitivelor pentru masinile de brosat 25
- 9.1. Dispozitive pentru brosare simetrica 25
- 9.2. Dispozitive pentru brosarea asimetrica 25
- 9.3. Dispozitive pentru orientarea si fixarea broselor 26
- 9.4. Dispozitive pentru prelucrarea canalelor elicoidale 26
- 10. Constructia si exploatarea dispozitivelor din elemente modulare 28
- 10.1. Constructia dispozitivelor din elemente modulare 28
- 10.2. Exploatarea dispozitivelor din elemente modulare 28
- 11. Constructia si exploatarea dispozitivelor de control 29
- 12. Fabricarea si exploatarea dispozitivelor 29
- 12.1. Fabricarea dispozitivelor 29
- 12.2. Omologarea dispozitivelor 29
- 12.3. Intretinerea si reconditionarea dispozitivelor 30
- 13. Norme de protectie a muncii 31
- 13.1 Norme de protectie a muncii la prelucrarea cu ajutorul masinilor-unelte 31
- 13.1.1. Constructia si intretinerea atelierelor 31
- 13.1.2. Strunguri 32
- 13.1.3. Masini de frezat 32
- 13.1.4. Masini de rabotat si mortezat 32
- 13.1.5. Masini de gaurit si masini de gaurit si alezat 32
- 13.1.6. Polizoare si masini de rectificat 33
- 13.1.7. Masini de debitat (foarfeci, ferastraie) 33
- 13.1.8. Prese 34
- 13.1.9. Matrite 35
- Bibliografie 36
Extras din proiect
ARGUMENT
Dispozitivul este un grup de organe, legate intre ele intr-un fel determinat, insa fara posibilitatea de a se misca unul fata de celelalte in serviciu, care, intr-un system tehnic dat, indeplineste o anumita functiune. Dispozitivele au rolul sa orienteze reciproc piesele sau subansamblurile care urmeaza sa fie asamblate sis a le mentina in pozitia respective pe tot timpul cat dureaza operatia de asamblare.
Utilizarea dispozitivelor duce la cresterea productivitatii muncii, obtinerea preciziei de prelucrare a piesei, readuce efortul fizic al muncitorilor si imbunatateste conditiile de protectie a muncii.
Elementul de baza al dispozitivului il constituie corpul, deoarece pe el se asambleaza elementele de orientare si strangere a semifabricatului, de reglare sau conducere a sculei, de legatura cu masina unelta.
Dispozitivele de lucru se pot instala direct pe masa sau platoul masinii-unelta (dispozitivele de gaurit, de frezat, brosat, etc.) sau pe axul principal al acestora (dispozitive de strunjit, de rectificat rotund, etc).
Pentru prelucrarea pe masinile de gaurit sunt necesare diferite tipuri de dispozitive pentru orientarea si fixarea pieselor si sculelor, avand in componenta lor bucse de ghidare, coloane de conducere, platouri si mese rotative, capete revolver, multiax, etc.
La masinile de frezat, preponderente sunt dispozitivele pentru orientarea si fixarea pieselor, care prezinta o serie de elemente constructive specifice.
Particularitatile constructive si de exploatare a dispozitivelor pentru strunguri si masini de rectificat sunt determinate de faptul ca, in timpul prelucrarii se rotesc impreuna cu piesa de prelucrat, ceea ce impune ca dispozitivele sa fie echilibrate fata de axa de rotatie, pentru ca solicitarile axelor principale si papusilor mobile de catre fortele centrifuge sa fie cat mai mici. Aceste dispozitive se construiesc pe cat posibil simetrice fata de axa de rotatie, iar atunci cand acest lucru nu este posibil, se face cel putin o echilibrare statica, folosind contragreutati. Orientarea si fixarea semifabricatelor la prelucrarea pe aceste masini-unelte se poate face intre varfurile montate in axul principal si pinola, sau in dispozitivele montate pe axul principal.
Constructia dispozitivelor pentru masinile de danturat este determinata de metoda de prelucrare a danturii, forma piesei, tipul masinii-unelta si precizia danturii. Dispozitivele de danturat trebuie sa realizeze o fixare cat mai rigida a piesei, iar prin constructie trebuie sa asigure coaxialitatea dintre axa de rotire a mesei si axa suprafetei de cetrare a piesei in dispozitiv.
Dispozitivele utilizate la masinile de brosat exterior sunt similare celor utilizate la masinile de frezat, cu observatia ca, trebuie sa fie mai rigide, intrucat fortele de brosare sunt mai mari decat la frezare. Dispozitivele utilizate la masinile de broasat interior, sunt specifice acestor masini si au rolul de a orienta si fixa semifabricatele sau brosele.
Dispozitivele pentru elemente modulare au aparut ca o necessitate a extinderii utilizarii dispozitivelor de orientare si fixare a semifabricatelor la prelucrare, control, etc., la productia de serie mica si unicate. Aceste dispozitive au productivitate si precizie ridicata si asigura interschimbabilitatea.
Dispozitivele de control au in componenta lor diverse elemente sau instrumente de verificare sau masurare a marimilor care caracterizeaza precizia pieselor. In cazul dispozitivelor de control, elementele de orientare trebuie sa fie mai precise sis a permita o asezare cat mai corecta a piesei de controlat, intrucat precizia de orientare trebuie sa fie de 10 ori mai mare decat marimea parametrului de controlat. Elementele si mecanismele de fixare a semifabricatelor, la aceste dispozitive, trebuie sa preia nu mai efectul fortei de greutate, deoarece fortele realizate de instrumentele de masurare sunt foarte mici. Dispozitivele de control activ sunt orientate pe masina-unealta, iar cele de control pasiv, sunt asezate pe masa de control sau direct pe piese.
Omologarea dispozitivelor se face dupa executia acestora si se va urmari pozitia elementelor de asezare si strangere in corpul dispozitivului si modul de functionare a acestora.
1. CONSIDERATII GENERALE PRIVIND MASINA – UNEALTA
Definitia masinii- unelte
Masina unealta este o masina de lucru destinata generarii suprafetelor pieselor prin procesul tehnologic de aschiere in anumite conditii de precizie dimensionala, calitatea suprafetei si productivitate.
Clasificarea masinilor- unelte
a) Genul operatiei de prelucrare - strunjire
- frezare
- rectificare, etc.
b) Obiectul de prelucrat - masini de filetat
- masini de prelucrat roti dintate, etc
c) Calitatea prelucrarii - masinii de degrosat
- masini de finisat, etc
d) Marimea masinii - unealta - masini unelte grele
- masini unelte mari
- masini unelte mijlocii
- masini unelte mici
e) Gradul de automatizare - masini unite automatizate
- masini unelte semiautomate
- masini unelte cu comanda dupa program sau fara, etc
f) Felul productiei - masini unelte universale
- masini unelte specializate
- masini unelte speciale
2. DEFINITIA, ROLUL SI CLASIFICAREA DISPOZITIVELOR
Definitia si rolul dispozitivelor
Dispozitiv = grup de organe, legate intre ele intr-un fel determinat, insa fara posibilitatea de a se misca unul fata de celelate in serviciu, care, intr-un sistem tehnic dat, indeplineste o anumita functiune.
La asamblare, dispozitivele au rolul sa orienteze reciproc piesele, sau subansamblurile care urmeasa sa fie ansamblate si sa le mentina in pozitia respective pe tot timpul cat dureaza operatia de asamblare. Astfel de dispozitive se folosesc la :
- asamblari fixe – nituire, sudare, lipire;
- asamblari demontabile.
Rolul dispozitivelor de control este de orientare si fixare a pieselor in vederea controlului parametrilor care caracterizeaza una sau mai multe suprafete ale unei piese sau ansamblu.
Clasificarea dispozitivelor:
a) Locul unde sunt utilizate in tehnologie:
- dispozitive de orientare si fixarea semifabricatelor la prelucrare = dispozitive pentru masini unelte, dispozitive de frezat, strunjit, gaurit, alezat, gaurit si alezat, gaurit si filetat, danturat, mortezat;
- dispozitive de orientare si fixare a pieselor sau subansamblelor la asamblare = dispozitive de asamblare, dispozitive de nituit, sudat, preset;
- dispozitive de control = dispozitive de control a paralelismului, coaxialitatii, planeitatii, etanseitatii, etc.
b) Gradul de universalitate:
- universale = permit orientarea si fixarea unor semifabricate si piese cu dimensiuni si forme foarte variate – sunt folosite in productia de unicate si serie mica;
- specializate = permit orientarea si fixarea unor piese si semifabricate cu dimensiuni si forme geometrice apropiate, permitand o utilizare rationala in cadrul tehnologiilor de grup;
- speciale = sunt construite pentru orientarea si fixarea unor piese sau semifabricate cu forme si dimensiuni foarte apropiate, la o singura operatie;
- modulare = sunt construite din elemente modulare cu grad ridicat de universalitate si sunt obtinute prin asamblarea unor module, urmand ca dupa utilizarea dispozitivului, modulele sa fie demontate sis a reintregeasca setul de elemente modulare din care fac parte – utilizate la prelucrari prin gaurire, frezare, alezare si la control.
c) Felul actionarii:
- dispozitive actionate manual;
- dispozitive actionate mechanic.
d) Gradul de automatizare:
- automate;
- mecanizate;
- manuale.
2.3. Avantajele utilizarii dispozitivelor:
- duc la cresterea productivitatii muncii;
- permit obtinerea certa a precizie de prelucrare impuse piesei ca urmare a faptului ca se lucreaza cu scule reglate la cota si toate semifabricatele au aceias pozitie fata de scula;
- necesita o calificare mai redusa a muncitorilor decat la prelucrarea fara dispozitiv;
- reduce efortul fizic al muncitorilor si imbunatatesc conditiile de munca ale acestora;
- inbunatatesc essential conditiile de protectia muncii prin eliminarea riscului de
desprindere a semifabricatului de pe masina unealta la prelucrare.
Preview document



































Conținut arhivă zip
- Modernizarea cu Ajutorul Dispozitivelor Speciale a Masinilor-Unelte.doc
Alții au mai descărcat și

1. Materialul plastic Materialul plastic(*sunt produse sintetice de natură organică, anorganică sau mixtă, care se pot prelucra ușor în diferite...

1. Rolul si funcţiile mărcilor Apariţia mărcilor a avut loc în timpuri străvechi, în momente greu de precizat. Din dorinţa de a-şi proteja...

1. Carburarea Metoda de carburare descrisă se poate aplica pe instalaţii de tratament termic în strat fluidizat încălzită cu gaz, unde faza de...

Corespunzator destinatiei lor,la elaborarea materialelor magnetic moi se urmareste sa se obtina: - inductie remanenta mica; - permeabilitate...

Introducere. Generalitati Multe articole fabricate mai demult din lemn, metal sau alte materiale se fac astazi din material plastic. Toate...


Se crede ca aurul a fost descoperit inaitea cuprului . Cules sub forma unor bucati stralucitoare din nisipurile raurilor si depunerile aluvionare ,...

PRINCIPIUL OBT PIESEI PRIN TURNARE:obt unei piese prin turnare consta in umplerea unei cavitati cu topitura mat sau aliajului.pt piesa 1 se fol un...
Te-ar putea interesa și

1.1 Descrierea construcţiei sculei aşchietoare şi utilizarea ei, condiţiilede lucru, destinaţia şi rolul suprafeţilor de bază. Scula Cutit roata...