Cuprins
- 1 NITRURAREA
- 1.1 De ce nitrurarea?
- 2 DIFERITE METODE DE NITRURARE
- 2.1 Nitrurarea în gaz
- 2.2 Nitrurarea în baie de sare
- 2.3 Nitrurarea în plasmă (ionică)
- 3 PROCESE TEHNOLOGICE ALE NITRURĂRI ÎN PLASMĂ
- 3.1 Sisteme de nitrurare cu descărcare îmbunătățită
- 3.2 Dublu strat (strat duplex)
- 3.3 Nitrurarea la presiune joasă cu descărcare de microunde
- 3.4 Procesul duplex continuu utilizând un alimentator cu energie puls bipolară
- 3.5 Nitrurarea în plasmă cu ecran activ
- 4 TEHNOLOGIA PLASMEI ȘI ECHIPAMENTE DE NITRURARE
- 4.1 Importanța coliziunilor în plasmă
- 4.2 Tipuri de plasmă folosită in nitrurarea în plasmă
- 4.3 Echipament de nitrurare folosit in zilele noastre
- 5 EXPERIMENT DE NITRURARE PE UNELTE DE OȚEL
- 5.1 Discutarea experimentului
- 6 CONCLUZII
- 7 REFERINȚE BIBLIOGRAFICE
Extras din proiect
1 NITRURAREA
Nitrurarea este un procedeu de călire care se desfășoară la temperaturi între 450 - 600 ° C pentru oțel. Scopul procesului este difuzarea azotului în
suprafața substratului pentru a forma nitruri în combinație cu diferite elemente de aliere ale substratului și pentru a forma straturi compuse care au proprietăți mari de rezistență la uzură.
Deoarece nitrurarea modifică compoziția chimică a suprafeței substratului și procesul se desfășoară la temperatură medie, este clasificat ca un proces termo-chimic. Deși multe materiale diferite pot fi nitrurate cu ajutorul noilor tehnologii, această lucrare se va concentra pe nitridarea substraturilor de oțel.
La temperatura la care se desfășoară procesul, difuzia de azot are loc în faza feritică a oțelului, astfel, nu are loc o transformare de fază în timpul răcirii substratului. Acest mecanism diferă de metodele tradiționale de călire, cum ar fi carburarea. Când se efectuează carburizarea, apare o transformare de fază la răcirea substratului, deoarece procesul este menținut la temperaturi unde faza stabilă a oțelului este austenita. Aici, conținutul de carbon al suprafeței oțelului este mărit și răcit rapid pentru a transforma austenita în martensită care este faza în care se asigură o duritate ridicată și rezistență la uzură.
Evitarea unei transformări de fază a masei în timpul procesului de nitrurare oferă un mare avantaj deoarece minimizează distorsiunile care apar de la carburarea și răcirea rapidă a proceselor de tratare termică. Acest lucru are o importanță majoră în structurarea costurilor atunci când se procesează componente sau unelte care vor avea un tratament post-termic sau un proces de finisare. Acest subiect va fi discutat în cele ce urmează în acest capitol.
Potrivit lui Thelning [1], atunci când studiem nitrurarea, putem folosi diagrama de echilibru fier-azot prezentată în figura 1.
Figura 1. Diagrama de fază fier-azot [2]
La nitrurarea la temperaturile utilizate în mod normal, între 450 și 600 ° C, azotul va difuza în fier numai până la o concentrație de până la 0,1 (wt.%), După cum se arată în schema de fază din figura 2. Când conținutul de azot este mai mare decât această valoare, începe să se formeze g'-nitrura. Formula chimică pentru această nitrudă este Fe4N. Când concentrația de azot depășește 6%, g'-nitrura începe să se schimbe la e-nitrură, care are formula chimică Fe3N. Peste 500 ° C, începe să se formeze z-nitrura. În acest moment, conținutul de azot al acestui compus este de aproximativ 11%, iar formula chimică a acestuia este Fe2N.
Figura 2. Parte din diagrama de fază fier-azot [2]
În mod normal, când se observă o suprafață nitrurată la microscop, se disting trei zone diferite. Se observă în mod obișnuit un strat alb exterior care conține g’-nitrură (Fe4N) și e-nitrură (Fe3N), deși există unele tehnologii noi de proces care evită formarea acestui strat. Această zonă este cunoscută sub denumirea de "strat alb" datorită aspectului său alb la microscop. Este un compus foarte dur și fragil care, în multe cazuri, ar trebui să fie îndepărtat pentru a obține un instrument bun sau o performanță bună a pieselor.
Acesta este primul strat care se formează în timpul procesului de nitrare și, pe măsură ce grosimea sa crește, azotul difuzează în substrat, unde apare o a doua zonă distinctă cunoscută ca zona de difuzie. Când solubilitatea azotului este depășită în această zonă, azotul este precipitat la granițele granulelor și printre anumite planuri cristalografice sub formă de nitruri [1]. Cel de-al treilea strat este materialul de bază neschimbat prin procesul de nitrare.
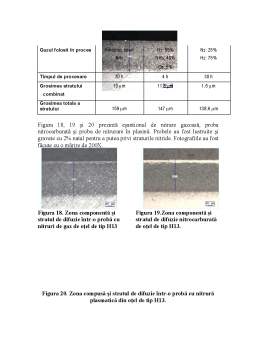
Figura 3 prezintă o imagine a unui oțel nitrurat luată într-un microscop SEM în care stratul alb compus cu o grosime neuniformă de 2-5 mm indicat de săgeți poate să fie clar văzut.
Bibliografie
1. THELNING, Karl-Erik, Nitriding, Steel and its heat treatment: Bofors Handbook. BUTTERWORTHS, London 1975. p 377-427
2. KUBASCHEWSKI, Ortrud. IRON-Binary Phase Diagrams. Springer-Verlag. Berlin 1982
3. PYE, David, Practical Nitriding and Ferritic Nitrocarburizing. ASM International. Ohio 2003
4. J. Musil, J. Vlcek, M. Ruzicka: Recent progress in plasma nitriding. On: Vacuum 59 (2000) 940-951
5. Rossnagel, M. Stephen, Cuomo, J. Jerome and Westwood, D. William. Handbook of Plasma Processing Technology - Fundamentals, etching, deposition and surface interactions. Noyes Publications. New Jersey, 1990
6. http://www.key-to-steel.com/Articles/Art117.htm
7. . K.-T. Rie: Recent advances on plasma diffusion processes . On: Surface and Coating Technology 112 (1999) 56-62
8. M. Benda, J. Vlcek, and V. Cibulka. Plasma nitriding combined with a hollow cathode discharge sputtering at high pressures. J. Vacuum Science and Technology. A 15 (1997) 2636-2646
9. B. Buecken, G. Leonhardta R. Wilberga, K. Hoecka, H.-J. Spies. Direct combination of plasma nitriding and PVD hardcoating by a continuous process. On: Surface and Coatings Technology, 68/69 (1994) 244—248
10. C. X. Li, T. Bell, and H. Dong. A study of active screen plasma nitriding. On: Surface Engineering 2002 Vol. 18 No. 3. 174-181
Preview document






































Conținut arhivă zip
- Nitrurarea in plasma.doc
Alții au mai descărcat și

1 DEFINIREA,CLASIFICAREA SI CARACTERIZAREA TRATAMENTELOR TERMICE 1 1 Definirea,rolul si importanta tratamentelor termice Tratamentele termice...

1. Rolul si funcţiile mărcilor Apariţia mărcilor a avut loc în timpuri străvechi, în momente greu de precizat. Din dorinţa de a-şi proteja...

1. Carburarea Metoda de carburare descrisă se poate aplica pe instalaţii de tratament termic în strat fluidizat încălzită cu gaz, unde faza de...

Corespunzator destinatiei lor,la elaborarea materialelor magnetic moi se urmareste sa se obtina: - inductie remanenta mica; - permeabilitate...

Introducere. Generalitati Multe articole fabricate mai demult din lemn, metal sau alte materiale se fac astazi din material plastic. Toate...


Se crede ca aurul a fost descoperit inaitea cuprului . Cules sub forma unor bucati stralucitoare din nisipurile raurilor si depunerile aluvionare ,...

PRINCIPIUL OBT PIESEI PRIN TURNARE:obt unei piese prin turnare consta in umplerea unei cavitati cu topitura mat sau aliajului.pt piesa 1 se fol un...
Te-ar putea interesa și

INTRODUCERE Ceramica constituie o grupă importantă de mărfuri care cuprinde o gamă largă de produse: articole de menaj, articole decorative,...

Elemente constructiv funcţionale ale piesei 1.1. Schiţa piesei şi a subansamblului din care face parte 1.2. Caracteristici ale materialului...

1. Introducere 1.1 Prezentarea şi analiza temei de proiectare Tema prezentului proiect vizează cercetarea principalelor influenţe care se...

,,Calitatea este gratuită, noncalitatea costă!” 1.Scurt istoric Firma Stabilus este una din cele mai mari companii industriale din Koblenz,...

Introducere Pulverizarea termică a materialelor este o metoda cunoscută în industrie încă din anul 1910 când dr. Schoop (Elveţia) a introdus...

1.1 Dispozitii generale Art. 1. - (1) Normele generale de protectie a muncii cuprind principii generale de prevenire a accidentelor de munca si...
1. Carburarea Metoda de carburare descrisă se poate aplica pe instalaţii de tratament termic în strat fluidizat încălzită cu gaz, unde faza de...

Nitrura de bor este o sare obisnuita a acidului azotic supusa unei actiuni combinate de presare sub regim termic ridicat. Nanoparticulele de...