Cuprins
- CAP. I Studiu asupra utilajelor
- 1. Tehnologii si utilaje pentru pregatirea incarcaturii metalice a cuptoarelor de elaborare secundare 3
- 1.1. Utilaje pentru prepararea incarcaturii metalice 3
- 1.2. Utilaje pentru sfaramarea preliminara 4
- 1.2.1. Taierea cu ajutorul flacarii oxiaxetilenice 17
- 1.2.2. Delaborarea cu ajutorul sonetelor 18
- 1.3. Utilaje pentru taierea mecanica, cu ajutorul foarfecelor,
- fierastraielor si preselor 21
- 1.4. Utilaje pentru impachetarea deseurilor din tabla subtire 22
- 1.5. Utilaje pentru sfaramarea si brichetarea aschiilor 25
- 1.6. Utilaje pentru spargerea blocurilor din fonta 31
- CAP. II Proiectarea utilajului
- 2. Tehnologii si utilaje pentru pregatirea incarcaturii metalice a cuptoarelor de elaborare.Variante constructive ale masinilor de rupt (taiat) lingouri din fonta 35
- CAP III Calcule de dimensionare si de verificare
- 3. Calcule de predimensionare a masinii 40
- 4. Calcule de dimensionare si de verificare pentru :
- transmisia cu curele, arbore cu excentric, volanti, sistemul de parghii,
- bolturi, lagare, berbec, ghidaje, masa masinii cu sistemul de reglaj, batiul masinii 46
- 4.1. Dimensionarea si verificarea transmisiei cu curele 46
- 4.2. Dimensionarea si verificarea arborelui cu excentric 49
- 4.3. Dimensionarea si verificarea volantului 53
- 4.4. Dimensionarea si verificarea sistemului de parghii, 55
- 4.5. Dimensionarea si verificarea bolturilor, 59
- 4.6. Dimensionarea si verificarea lagarelor, 59
- 4.7. Dimensionarea si verificarea berbecului, 63
- 4.8. Dimensionarea si verificarea ghidajelor 64
- 4.8.1. Dimensionarea ghidajelor 67
- 4.8.2. Dimensionarea traversei 68
- 4.9. Dimensionarea si verificarea masei masinii cu sitemul de reglaj 69
- 4.10. Dimensionarea si verificarea reductorului melcat 73
- 4.10.1. Dimensionarea angrenajului 74
- 4.11. Dimensionarea angrenajului cilindric cu roti dintate cu dantura inclinata 79
- CAP IV Norme de tehnica securitatii muncii 82
- Bibliografie 85
Extras din proiect
CAP.I STUDIU ASUPRA UTILAJELOR
1. TEHNOLOGII SI UTILAJE PENTRU PREGATIREA INCARCATURII METALICE A CUPTOARELOR DE ELABORARE SECUNDARE
Atat incarcatura metelica a diferitelor tipuri de cuptoare din turnatorie cat si materialele auxiliare de incarcare nu vin intotdeauna la dimensiuni care sa permita introducerea lor directa in cuptor.De cele mai multe ori este necesara o prelucrare prealabila a lor, in scopul de a le aduce la dimensiuni convenabile.
Metalul topit, obtinut in cuptoarele de topire, trebuie transportat la locurile de turnare, si apoi turnat in forme.
Pentru aceasta, se folosesc utilajele cunoscute sub numele de oale de turnare. In anumite cazuri, aceste oale nu servesc numai ca recipient pentru transport, ci si ca utilaje, in care are loc o prelucrare a aliajelor topite, in stare lichida, in afara cuptorului.
In cele ce urmeaza se descriu principalele utilaje pentru pregatirea incarcaturii cuptoarelor si pentru turnarea aliajelor topite.
1.1. UTILAJE PENTRU PREPARAREA INCARCATURII METALICE
Utilajele pentru pregatirea incarcaturii metalice sunt construite in functie de tipul aliajului si de starea lui
Procedee folosite :
- Taierea cu ajutorul flacarii oxiacetilenicesau oximetanice.
- Delaborarea cu ajutorul explozivelor.
- Delaborarea cu ajutorul sonetelor.
- Taierea cu ajutorul foarfecelor si fierastraielor sau ruperea la presa.
- Impachetarea deseurilor din tabla.
- Sfaramarea aschiilor.
- Brichetarea aschiilor.
La aceasta trebuie adaugate utilajele destinate ruperii calupurilor din fonta bruta.
1.2. UTILAJE PENTRU SFARAMAREA PRELIMINARA
Principalele utilaje intrebuintate pentru sfaramarea preliminara sunt : concasorul cu falci, concasorul giratoriu si concasorul cu ciocane.
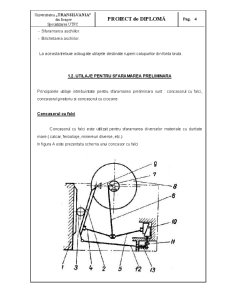
Concasorul cu falci
Concasorul cu falci este utilizat pentru sfaramarea diverselor materiale cu duritate mare ( calcar, feroaliaje, minereuri diverse, etc.)
In figura A este prezentata schema unui concasor cu falci
Fig. A Concasor cu falci
Sfaramarea materialului 3, se produce intre cele doua falci 1 si 2 .Falca mobile 2, oscileaza in jurul articulatiei 9, fiind pusa in miscare prin intermediul parghiilor 4 si 5 si a bielei 6, de catre arboreal excentric 7.Pe arboreal 7, sunt montati doi volanti 8, unul din ei jucand si rolul de roata de curea ce primeste miscarea de la un motor electric.Reglajul distantei dintre falci se realizeaza cu ajutorul penelor 10 si a surubului de reglaj 11.
Tija 12, cu arcul 13, asigura mersul inapoi al falcii mobile, mentinand in acelasi timp parghiile 4 si 5, in articulatiile lor semicilindrice.
Falcile concasorului sunt captusite cu placi amovibile confectionate din otel manganos, cu nervure longitudinale>pentru a se reduce sfaramarea prea mare a materialului, nervurile unei placi sunt asezate in fata adanciturilor celeilalte placi.
Constructia concasorului cu falci .
In fig. B este prezentata o sectiune printr-un concasor.
Fig. B Sectiune printr-un concasor
1 – falca fixa
2 – falca mobile
3 – ax pentru oscilatia falcii mobile
4 si 5 – parghii
6 – biela
7 – arbore cu excentric
8 si 9 – placi de uzura din otel manganos,amovibile
10 – volanti
Turatia concasoarelor cu falci este de 100-300 rot / min fiind mai mare pentru concasoarele mici . Cursa variaza intre 10 si 25 mm fiind mai mica pentru materialele dure.Gradul de sfaramare realizat de concasare este e = 4-5.
Concasorul giratoriu
Sfaramarea metalelor in concasorul giratoriu se produce intre mantaua exterioara 1 si conul interior 2, al carui ax de rotatie 3, descrie un conin jurul axei masinii.Datorita asezarii excentrice a axului de rotatie, conul interior se apropie si se departeaza in mod continuu de mantaua exterioara,sfaramand prin presiune materialul introdus prin gura de incarcare 9.
Axul 3 este montat in lagarul superior 4 si lagarul inferior 5, prevazut cu un manson excentric.Antrenarea concasorului este asigurata de un motor electric pein intermediul cuplajului 6 si a rotilor dintate conice 7 si 8.Conul sfaramator interior si mantaua exterioara se captusesc cu placi de uzura amovibile din fonta alba sau otel manganos, lise sau canelate.
Deschiderea de evacuare dintre con si manta poate fi reglata prin ridicarea sau coborarea cupei concasorului sau a axului principal .Amplitudinea deplasarii conului la deschidera de evacuare este s = 12-25 mm.
Modificarea capacitatii de prelucrare se obtine usor prin modificarea vitezei de rotatie.
Preview document




















































































Conținut arhivă zip
- Proiect Concasor.doc
Alții au mai descărcat și

1. Rolul si funcţiile mărcilor Apariţia mărcilor a avut loc în timpuri străvechi, în momente greu de precizat. Din dorinţa de a-şi proteja...

1. Carburarea Metoda de carburare descrisă se poate aplica pe instalaţii de tratament termic în strat fluidizat încălzită cu gaz, unde faza de...

Corespunzator destinatiei lor,la elaborarea materialelor magnetic moi se urmareste sa se obtina: - inductie remanenta mica; - permeabilitate...

Introducere. Generalitati Multe articole fabricate mai demult din lemn, metal sau alte materiale se fac astazi din material plastic. Toate...


Se crede ca aurul a fost descoperit inaitea cuprului . Cules sub forma unor bucati stralucitoare din nisipurile raurilor si depunerile aluvionare ,...

PRINCIPIUL OBT PIESEI PRIN TURNARE:obt unei piese prin turnare consta in umplerea unei cavitati cu topitura mat sau aliajului.pt piesa 1 se fol un...

Prin determinarea proprietăţilor mecanice în condiţii de exploatare s-a constatat că proprietăţile mecanice ale fontei cu grafit nodular sînt pe...
Te-ar putea interesa și

CAP. I Studiu asupra utilajelor 1. Studiu asupra utilajelor de sfârâmare a materialelor granulare în vederea alegerii variantei optime de...

REZUMAT Zgura este principalul subprodus pentru metalurgia feroasă, iar utilizarea ei aduce cele mai importante beneficii economice și ecologice....

INTRODUCERE La solicitarea Ministerului Apelor si Protecţiei Mediului, Inspectoratul de Protectie a Mediului (IPM) Piatra Neamt a elaborat Planul...

1. MEMORIU TEHNIC 1.1. OBIECTUL PROIECTULUI Obiectul prezentului proiect il constituie documentaţia ,in faza de proiect tehnic ,pentru ‘ CONCASOR...

Capitolul 1. Introducere in Industria Mineritului Industria minieră este una dintre cele mai vechi industrii ale omenirii. Această industrie are o...

CAP.1 1. Rolul funcțional Prima etapa in proiectarea oricarui proces tehnologic de realizare a piesei respective este cunoasterea rolului...

UTC-N PROIECT DE SEMESTRU PAG.2 Capitolul 1. MEMORIU DE PREZENTARE 1.1. Tema proiectului Să se calculeze şi să se proiecteze o instalaţie...

CAPITOLUL 1 CARACTERIZAREA GENERALĂ A JUDEŢULUI NEAMŢ 1.1. Informaţii generale asupra judeţului 1.1.1 Valori istorice şi culturale Istoria...