
Extras din proiect
1 Introducere
Una dintre cele mai dificile probleme în procesul de sudare este de a suda metale diferite, cum ar fi aluminiu şi oţel împreună. Structuri hibride de aliaj de aluminiu şi oţel sunt sugerate pentru reducerea greutăţii de automobile pentru a îmbunătăţi eficienţa consumului de combustibil şi controlul poluării aerului. Prin urmare, aderarea din aliaj de aluminiu şi oţel în forme diferite este primeşte atenţie. Cu toate acestea, din oţel şi aluminiu nu sunt metale compatibile în măsura în care sudarea prin topire este în cauză. Motivul pentru aceasta este atribuită cu diferenţa mare dintre punctele lor de topire (660 °C timp de Al şi 1497 °C pentru oţel), solubilitatea aproape zero solide de fier din aluminiu, şi formarea de compuşi intermetalici fragile, cum ar fi Fe2Al5 şi FeAl3. În plus, diferenţele în proprietăţile lor ca coeficienţilor de dilatare termică, conductivităţi, şi specifice încălzeşte duce la tensiunilor interne dupa sudare fuziune. Prin urmare, suduri fuziune din oţel şi aluminiu suferă de grea cracare cu insuficienţă fragil în serviciu. Proprietăţile materialelor din aluminiu şi oţel au fost rezumate în tabelul 1.
Tabelul 1 – Proprietăţile ale aluminiului
Punct de topire °C Caldura specifica J / Kg. °C Densitate
Kg/m3 Conductibilitate termica
J/m3. °C.s Rezistenta electrica
μΩ.cm
aluminium 660 900 2700 220 2.65
otel 1497 460 7870 73 13.30
Aluminium/otel raport 0.44 1.96 0.34 0.33 0.20
De sudare impuls magnetic (greutate totală maxim autorizată) oferă un instrument excelent pentru realizarea aliaj de aluminiu şi tablă din oţel comun. Sudare prin impulsuri magnetice este solid-state aderarea la procesul de metale conductoare. Procesul de sudare este o căldură-libera, care poate elimina localizate recoacere. Această lucrare descrie formarea greutate totală maxim autorizată în diferite aderarea din aliaj de aluminiu (A1050, A2017, A3004, A5182, A5052, A6016 si A7075) şi Oţelului Plate laminate la rece, calitate din comerţ (SPCC).
Un exemplu tipic de sistem MPW include o sursă de alimentare, care conţine o bancă de condensatoare, un sistem de comutare de mare viteză şi o bobină. Piesele care urmează să fie s-au alăturat sunt inserate in bobina, de condensatoare este încărcată şi comutatorul de mare viteză este activat. Atunci când este aplicată la bobina, o mare densitate de flux magnetic este creat în jurul bobinei, şi ca rezultat un curent turbionari este creat în părţile.Curenţi turbionari se opun câmpului magnetic din bobină şi o forţă de respingere este creat. Această forţă poate conduce materialele împreună într-un ritm extrem de mare de viteză şi creează un tip de exploziv sau impactul de sudură. Pentru mai multe metale conductoare, cum ar fi aluminiu şi cupru, mai putina energie este necesar pentru a realiza o sudură. Convenţionale Metoda MPW cu bobina solenoidali este utilizat pentru unirea pieselor tubulare şi caracteristicile sale sunt aproape bine cunoscute [1-3]. Cu toate acestea, câteva lucrări pe o greutate totală maxim autorizată de foaie de lucru-o bucata, au fost raportate.
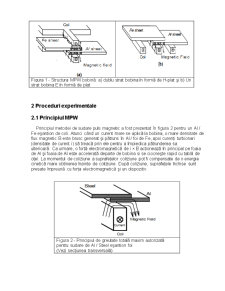
În lucrare noastre anterioare ne-am propus o nouă rândul său, bobina-plat în loc de bobină solenoidali. Aceasta a constat bobina de plăci superioare şi inferioare H-formă pe care o numim că bobina strat dublu H-formă. Piesele s-au suprapus foaie de lucru au fost introduse între aceste două plăci H-formă. În cazul în care fluxurile de înaltă curentul prin bobină, care poate crea un câmp magnetic partea ambele piese suprapus foaie de lucru şi, ca urmare a metalelor foaie au fost sudate în stare cusătură. Fluxul magnetic produs de acest tip de bobine este prezentată în Figura
1 (a). În această metodă, curenţi turbionari care curge în ambele foi sunt considerabil diferite, atunci când metale diferite foi ca Al / foi de otel sunt sudate. Şi, de asemenea, grosimea de muncă piese a fost limitată de spaţiul dintre două plăci H-formă. Prin urmare, pentru o aplicare mai multe unele inventivitate sau îmbunătăţire a fost nevoie. Aceste rezultate experimentale şi caracteristicile de sudare pentru mai multe probe, cum ar fi Al-Al [4], Al-Cu [5], Al-Mg, Al-Ti şi Al-Fe [6] au fost raportate în documentele noastre anterioare.
În experimentul nostru prezent, o bobina de nou a fost proiectat pentru a îmbunătăţi caracteristicile de sudura din aliaj de Al şi comune foaie SPCC-Steel. Aceasta bobina nou este o bobina strat E în formă de plat ca piesele s-au suprapus foaie de lucru au fost puse pe de o parte a bobinei (Figura
1 (b)). Acest tip de bobină pot fi proiectate pentru aplicaţii variind de la scurte şi mici la mari şi de lungă de muncă-o bucată şi, de asemenea, comune în formă de T cu sudură de calitate superior.
Figura 1 - Structura MPW bobină: a) dublu strat bobina în formă de H-plat şi b) Un strat bobina E în formă de plat
2 Proceduri experimentale
2.1 Principiul MPW
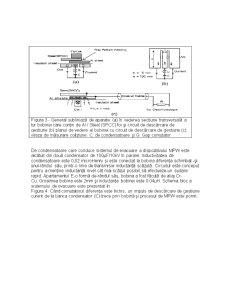
Principiul metodei de sudare puls magnetic a fost prezentat în figura 2 pentru un Al / Fe eşantion de coli. Atunci când un curent mare se aplică la bobina, o mare densitate de flux magnetic B este brusc generat şi pătruns în Al / foi de Fe, apoi curenţi turbionari (densitate de curent i) să treacă prin ele pentru a împiedica pătrunderea sa ulterioară. Ca urmare, o forţă electromagnetică de i × B acţionează în principal pe foaia de Al şi foaia de Al este accelerată departe de bobina si se ciocneşte rapid cu tablă de oţel. La momentul de coliziune a suprafeţelor coliziune pot fi compensate de o energie cinetică mare obtinerea înainte de coliziune. După coliziune, suprafeţele închise sunt presate împreună cu forţa electromagnetică şi un dispozitiv.
Figura 2 - Principiul de greutate totală maxim autorizată pentru sudare de Al / Steel eşantion foi
(Vezi secţiunea transversală)
Curenţi turbionari şi presiunea p magnetice sunt date după cum urmează:
, În cazul în care , Bo şi Bi sunt conductivitatea electrică, permeabilitatea magnetică, grosimea, densitatea de flux magnetic la suprafeţele inferioare şi superioare din tabla Al, respectiv.
Preview document












Conținut arhivă zip
- Sudarea cu Impulsuri Magnetice a Aluminiului cu Otel.doc
Alții au mai descărcat și

1. Introducere Nanotuburile de carbon (NTC) prezintă un mare potential ca piatră de temelie pentru viitoarele sisteme nanoelectronice datorita...

1. Rolul si funcţiile mărcilor Apariţia mărcilor a avut loc în timpuri străvechi, în momente greu de precizat. Din dorinţa de a-şi proteja...

1. Carburarea Metoda de carburare descrisă se poate aplica pe instalaţii de tratament termic în strat fluidizat încălzită cu gaz, unde faza de...

Corespunzator destinatiei lor,la elaborarea materialelor magnetic moi se urmareste sa se obtina: - inductie remanenta mica; - permeabilitate...

Principiul metodei La aceasta metoda nu se foloseste materialul de adaos Verificarea calitati sudurilor este simplu Este simplu de manevrat...

Introducere. Generalitati Multe articole fabricate mai demult din lemn, metal sau alte materiale se fac astazi din material plastic. Toate...


Se crede ca aurul a fost descoperit inaitea cuprului . Cules sub forma unor bucati stralucitoare din nisipurile raurilor si depunerile aluvionare ,...