
Cuprins
- Generalitati
- Capitolul 1. Analiza si completarea datelor initiale privind proiectarea tehnologica a aparatului si subansamblului
- 1.1. Analiza desenului si conditiilor tehnice
- 1.2. Analiza programului de productie si precizarea bazei materiale disponibile pentru fabricarea subansamblului
- 1.3. Intocmirea desenelor de executie pentru elementele racord N3 si virola I
- Capitolul 2. Proiectarea tehnologiei de fabricatie pentru elementul racord N3
- 2.1. Alegerea semifabricatului
- 2.2. Intocmirea filmului tehnologic
- 2.3. Proiectarea bazarii si fixarii pentru operatiile din filmul tehnologic
- 2.4. Stabilirea adaosurilor de prelucrare
- 2.5. Proiectarea fiecarei operatii din filmul tehnologic
- 2.6 Intocmirea documentatiei tehnologice finale
- Capitolul 3. Proiectarea tehnologiei de fabricatie pentru elementul virola I
- 3.1. Alegerea semifabricatului
- 3.2. Intocmirea filmului tehnologic
- 3.3. Proiectarea bazarii si fixarii pentru operatiile din filmul tehnologic si alegerea dispozitivelor de montaj – sudare
- 3.4. Stabilirea adaosurilor de prelucrare
- 3.5. Proiectarea fiecarei operatii din filmul tehnologic
- 3.6. Intocmirea documentatiei tehnologice finale
- Capitolul 4. Proiectarea tehnologiei de montaj pentru subansamblul Corp
- 4.1. Intocmirea filmului tehnologic de montaj
- 4.2. Proiectarea sumara a operatiilor de montaj
- Capitolul 5. Prescriptii privind controlul calitatii si receptia subansamblului Corp
- Capitolul 6. Norme de tehnica securitatii si protectia muncii la realizarea elementelor componente si la montajul subansamblului
Extras din proiect
GENERALITATI
Utilajele de tip coloana sunt utilaje dipuse pe verticala, pentru care este valabila una din relatiile :
- H < 10 m, daca H/D 5 ;
- H > 10 indiferent de raportul H/D ;
in care :
- H – inaltimea coloanei [m] ;
- D – diametrul interior al coloanei [m] ;
Pentru stabilirea raportului H/D in cazul coloanelor cu diametre variabile, se calculeaza un diametru echivalent :
unde :
- n – numarul de tronsoane de diametru diferit
- hi – inaltimea tronsonului „ i ”
Coloanele ating dimensiuni pana la 10 m diametru, inaltimi de aproape 100 m si grosimi de perete foarte mari.
Coloanele pentru care raportul H/D < 25 sunt proiectate ca si coloane autoportante. Ele sunt ancorate numai in fundatia de beton.
Cu cat valaorea raportului H/D este mai mare, cu atat mai mult stabilitatea coloanei in conditiile de exploatare (vant, seism, presiune interioara ) ridica mai multe probleme.
Elaborarea tehnologiei de fabricaţie a elementelor racord N3 si virola I, si tehnologia de montaj a subansamblului Corp din cadrul Coloanei de Stripare, ce constituie tema proiectului de an la disciplina T.C.M.U.P.R./T.C.M.U.T.D., consta de fapt in proiectarea procesului tehnologic de realizare a acestora.
Prin definiţie, totalitatea activitatilor desfasurate cu ajutorul mijloacelor de munca si al proceselor care au loc in legătura cu transformarea organizata, condusa si realizata de operator cu scopul de a obţine din materia prima produsul finit, reprezintă procesul de fabricaţie (producţie).
Acesta se refera fie la executarea unei piese, a unui subansamblu, ansamblu sau maşina (agregat, instalaţie, utilaj).
Procesul de fabricaţie in construcţia de maşini, cuprinde atât procesele principale cum ar fi: elaborarea semifabricatelor, modificarea proprietatilor fizico-mecanice ale materialului, încercarea produselor finite, cat si procese auxiliare, cum ar fi: executarea sculelor aşchietoare si dispozitivelor, intretinerea si repararea maşinilor-unelte, transportului pieselor etc. având ca scop final realizarea proceselor principale.
Procesul tehnologic este o parte a proceselor de fabricaţie, reprezentând transformarea directa cantitativa si calitativa a obiectului muncii.
Se deosebesc:
- Procesul tehnologic de elaborare a semifabricatelor;
- Procesul tehnologic de prelucrare mecanica (asigurarea formei geometrice, a dimensiunilor si a calitatii suprafeţelor cerute pieselor finite);
- Procesul tehnologic de tratament termic (schimbarea structurii materialului si obţinerea caracteristicilor fizico-mecanice prescrise);
- Procesul tehnologic de montaj (asamblarea pieselor in cadrul produsului finit).
Procesul tehnologic de prelucrare mecanica este o parte a procesului de producţie, legat nemijlocit de schimbarea formei geometrice, a dimensiunilor, a calitatii suprafeţei pana la obţinerea piesei finite.
El reprezintă cea mai complexa componenta a proceselor de fabricaţie a pieselor generând de obicei costurile cele mai mari. Obiectivul activitatii de proiectare a acestor procese îl constituie elaborarea unei documentaţii tehnologice prin aplicarea căreia sa se obtina piese cu calitatile cerute de documentaţia de execuţie, in cantitatile prevăzute in planul de producţie, cu costuri minime.
CAPITOLUL 1
Analiza si completarea datelor initiale privind proiectarea tehnologica a aparatului si subansamblului
1.1. Analiza desenului si conditiilor tehnice
Proiectul existent se refera la amenajari exterioare la Coloana de Stripare si anume cum vor fi montate racordurile noi N1, N2, N3 si N4.
Utilajul proiectat este un recipient cilindric vertical, format din trei compartimente, avand inaltimea totala H = 24920 mm si diametrul interior
D = 2000 mm . Raportul H/D < 25 insemnand ca aceasta coloana este proiectata ca si coloana autoportanta.Ea este ancorata numai in fundatia de beton.
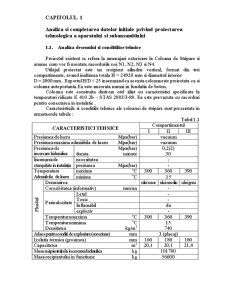
Coloana este construita dintr-un otel aliat cu caracteristici specificate la temperaturi ridicate K 410 2b – STAS 2883/3-88. Ea este prevazuta cu racorduri pentru conectarea in instalatie .
Caracteristicile si conditiile tehnice ale coloanei de stripare sunt prezentate in urmataorele tabele :
Preview document


















































Conținut arhivă zip
- Tehnologiei de Fabricatie si Tehnologia de Montaj.doc
Alții au mai descărcat și

1. Rolul si funcţiile mărcilor Apariţia mărcilor a avut loc în timpuri străvechi, în momente greu de precizat. Din dorinţa de a-şi proteja...

1. Carburarea Metoda de carburare descrisă se poate aplica pe instalaţii de tratament termic în strat fluidizat încălzită cu gaz, unde faza de...

Corespunzator destinatiei lor,la elaborarea materialelor magnetic moi se urmareste sa se obtina: - inductie remanenta mica; - permeabilitate...

Introducere. Generalitati Multe articole fabricate mai demult din lemn, metal sau alte materiale se fac astazi din material plastic. Toate...


Se crede ca aurul a fost descoperit inaitea cuprului . Cules sub forma unor bucati stralucitoare din nisipurile raurilor si depunerile aluvionare ,...

PRINCIPIUL OBT PIESEI PRIN TURNARE:obt unei piese prin turnare consta in umplerea unei cavitati cu topitura mat sau aliajului.pt piesa 1 se fol un...

Prin determinarea proprietăţilor mecanice în condiţii de exploatare s-a constatat că proprietăţile mecanice ale fontei cu grafit nodular sînt pe...
Te-ar putea interesa și

INVESTIŢIILE ŞI ROLUL LOR ÎN ECONOMIE 1.1. Rolul investiţiilor în contextul economiei de piaţă din România. În orice domeniu: economic, social,...

INTRODUCERE Stiinta si practica deopotriva,metode si procedee de management constituie astazi unul dintre domeniile cele mai fascinante si cu o...

Capitolul 1. Obiectivul caietului de sarcini Aceste instrucţiuni au fost redactate pentru siguranţa utilizatorilor conform prezentelor...

Capitolul 1 – Probleme de baza ale calitatii produselor 1.1 Calitatea - Notiune concreta, complexa, dinamica Pentru multă lume, şi mai ales...

1. TEHNOLOGIA CLASICĂ DE FABRICAŢIE 1.1. Itinerarul tehnologic de realizare a piesei prin tehnologii clasice 1.1.1. Turnare sub vid Turnarea în...

CAPITOLUL I ASPECTE TEORETICE PRIVIND PROGRAMAREA,LANSAREA ŞI URMĂRIREA PRODUCŢIEI 1.1Programarea producţiei. Cuprins, funcţii şi obiective...

I. Profilul de productie si structura organizatorica la SC „MOLDOMOBILA” S.A. Iasi I.1 Prezentarea generala a societatii „MOLDOMOBILA” S.A....

O CONTABILITATE PENTRU MANAGERI Contabilii nu au o foarte buna presa în aceasta perioada. Lor li se reproseaza toate inconvenientele care...