
Cuprins
- 1. Capitolul 1. Activitatea de productie
- 1.1. Conceptul de productie si sistem de productie
- 1.2. Conceptul de automatizare
- 1.3. Sisteme de asamblare
- 2. Capitolul 2. Prezentarea firmei
- 2.1. Constituirea Grupului Autoliv International
- 2.2. Piata Autoliv
- 2.3. Produsele Autoliv
- 2.4. Autoliv Romania
- 3. Capitolul 3. Centurile de siguranta
- 3.1. Descrierea centurilor de siguranta
- 3.2. Retractoarele si inchizatoarele utilizare la centurile Logan
- 3.3. Mod de alcatuire si rol functional
- 4. Capitolul 4. Linia de asamblare R200 pentru centuri de siguranta Dacia Logan
- 4.1. Descrierea operatiilor de asamblare necesare montarii centurilor de
- siguranta
- 4.2. Planul de amplasare a liniei de productie R 200
- 5. Capitolul 5.Echilibrarea liniei de product ie pentru retractoare Logan
- 6. Capitolul 6. Analiza economica a liniei de productie
- 7. Capitolul 7. Proiectarea dispozitivului de prindere pentru operatia de control
- final
- 8. Capitolul 8. Controlul statistic de calitate
- 8.1. Fisa de control()
- 8.1.1. Stabilirea marimii esantionului
- 8.1.2. Colectarea si inregistrarea datelor
- 8.1.3. Calculul mediei aritmetice si a amplitudinii
- 8.1.4. Calculul limitelor de control
- 8.1.5. Trasarea diagramelorde control
- 8.1.6. Intepretarea fisei()
- 8.2. Fisa de control
- 8.2.1. Calculul limitelor de control
- 8.2.2. Interpretarea fisei
- 8.3. Fisa de control
- 8.3.1. Calculul limitelor de control
- 8.3.2. Interpretarea fisei
- Bibliografie
Extras din proiect
1. ACTIVITATEA DE PRODUCTIE
1.1. CONCEPTUL DE PRODUCTIE SI SISTEM DE PRODUCTIE
Sistemul reprezinta un ansamblu de componente, aflate intr -o relatie structurala de
interdependenta si interactiune reciproca, formand un tot unitar organizat din punct de
vedere functional. Sistemele sunt orientate ca scop pe obiective, si reprezint a mijlocul de
atingere al obiectivului sau scopului.
Sarcina sistemului rezulta din scop si se evalueaza prin rezultatele obtinute pe iesirile
sistemului.
Functia sistemului este proprietatea acestuia de a transfera intrarile in iesiri, definind
modul cum se realizeaza sarcina de productie.
Productia este activitatea sociala organizata prin care forta de munca, cu ajutorul
mijloacelor de productie, in cadrul unor activitati si formatiuni sociale organizate,
utilizeaza si modifica elementele naturale in scopul obtinerii de bunuri materiale. In
esenta, scopul productiei este acela de a fabrica bunuri materiale, cu valoare de vanzare
pe piata.
Productia reprezinta procesul de transformare care converteste fluxul material in
produse finite cu valoare de vanzare pe piata, in conditii tehnico-economice impuse.
Sistemul de productie(SP) reprezinta totalitatea componentelor naturale si
artificiale(materii prime, materiale, energie, scule, dispozitive, utilaje tehnologice,
cladiri ), forta de munca si relatii de productie, concepte, organizarea muncii si
conducerea fabricatiei, avand ca scop obtinerea de produse finite si servicii, vandabile pe
piata.
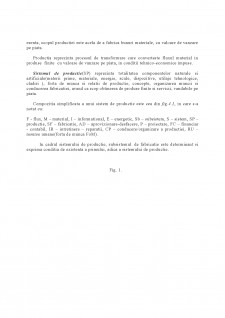
Compozitia simplificata a unui sistem de productie este cea din fig.4.1, in care s-a
notat cu:
F - flux, M - material, I - informational, E - energetic, Sb - subsistem, S - sistem, SP -
productie, SF - fabricatie, AD - aprovizionare-desfacere, P - proiectare, FC - financiar
- contabil, IR - intretinere - reparatii, CP - conducere/organizare a productiei, RU -
resurse umane(forta de munca FoM).
In cadrul sistemului de productie, subsistemul de fabricatie este determinant si
exprima conditia de existenta a primului, adica a sistemului de productie.
Fig. 1.
Fabricatia este procesul partial al productiei de bunuri materiale, prin care se
realizeaza transformarile de configuratie geometrica si proprietatile fizico-chimice si
functionale ale produsului rezultat, precum si procese de alipire si insertionare.
In constructia de masini principalele procese de fabricatie sunt: a) primare: forjarea,
turnarea, presarea, debitarea; b) secundare: aschierea, deformarea plastica, sudarea,
tratamentul termic; c) tertiare: asamblarea si montarea, remedierea/finisarea,
suprafatarea, conservarea, ambalarea.
Sistemul de fabricatie (SF) executa sarcinile de realizare fizica (directa) a produsului,
prin transformari fizico - chimice si de forma asupra fluxului material cu ajutorul fluxului
energetic, prin care informatiile tehnologice (fluxul informational) s e transfera asupra
produsului, in conditii economice impuse.
FM include materia prima (Sf, subansambluri de la terti), materiale (lichid de racire,
uleiuri, chituri, diluant, vopsele, s. a), produse finite si intermediare, scule, dispozitive,
verificatoare.
FI este constituit din totalitatea datelor tehnico-economice initiale si a informatiilor
tehnologice referitoare la procesul de fabricatie, precum si din informatiile organizatorice
si economice.
Subsistemul de prelucrare este o parte componenta a sistemului de fabricatie , care
defineste conditia de existenta a acestuia. In cadrul subsistemului de prelucrare
interactioneaza cele trei fluxuri si se transfera informatiile asupra produsului. Acesta este
constituit din totalitatea masinilor, utilajelor, si instalatiilor tehnologice, subsistemelor
de manipulare materiala, controlul prelucrarilor, depozitare/stocare. Subsistemul de
prelucrare este cel care produce transformarile fizico-chimice si de forma a FM, numite
prelucrari/sau executa compuneri de obiecte denumite asamblari/montaj(transformari de
compozitie a FM, alipire, insertionare ). Atat prelucrarile cat si asamblarile / montarea
nu sunt posibile fara FE.
FM, FI, si FE se prezinta sub forme care nu le permit accesul direct in subsistemul de
prelucrare, necesitand prelucrari pregatitoare de transformare ca: debitari, matritari,
ambutisari, sudari, desenare, pregatire tehnologica, planificare,programare, monitorizare,
s.a. Ca urmare un Sf trebuie sa indeplineasca si aceste functiuni si deci sa contina si
departamente/compartimente pregatitoare si de conducere.
Bibliografie
[1] IVAN. M., FORIS. A. - Ingineria sistemeior de productie. Editura Univ. 'Transilvania' Brasov,
2002
[2] DEACONESCU, T., SARBU, F. - Proiectarea echipamentelor de lucru
auxiliare, Editura Univ. 'Transilvania' Brasov , 2000
[3] DEACONESCU, T. - Bazele ingineriei calitatii, Editura Univ. 'Transilvania' Brasov , 1998
[4] BONCOI, Gh s.a. - Sisteme de productie, vol. 1+11+III, Editura Univ. 'Transilvania' Brasov,
2000 -2002
[5] FORIS, A., s.a. - Proiecte economice vol I+II Editura INFOPRINT SRL, Harghita, 2000.
[6] POPESCU, M, CIOARA, R., TUREAC, L - Dezvoltarea durabila si reconceptia produselor in
constructia de masini, Editura Univ. 'Transilvania' Brasov, 2001
[7] PICOS, C s.a. - Normarea tehnica pentru prelucrari prin aschiere, vol. I+II, Editura
Tehnica Bucuresti 1979
[8] VLASE. A s.a. - Regimuri de aschiere, adaosuri de prelucrare si norme tehnice de timp, vol.
I+II, Editura Tehnics, Bucuresti
[9] Colectie STAS pentru organe de masini
Preview document




























































Conținut arhivă zip
- Linia de productie R 200.pdf
Alții au mai descărcat și

The Elements of Style, avându-i ca autori pe William Strunk Jr. si E.B White este manualul care, de la prima ediţie şi până astăzi, a format...

Master Relatii Publice An 1 Prin lobbying se întelege activitatea unui grup care incearca sa determine puterea legislativa sau executiva sa adopte...

Definirea comunicării COMUNICAREA: reprezintă un proces de transmitere de informații (fapte, idei, impresii) necesita cel puțin doi poli...

Curs 1 Când avem de-a face cu afacerile internaționale? - cumpărăm un produs realizat de către o companie din străinătate, importat pe piața...

1 . Introducere Tutunul este original din Mexic, unde în secolul al VI – lea era folosit pentru anumite ritualuri religioase. Indienii numeau...

In societatea de astazi se poate remarca prezenta tot mai pregnanta a publicitatii. Strans legata de comunicarea de masa, aceasta isi trage...
Te-ar putea interesa și

Scopul lucrării Studiul asupra dinamicii industriale contemporane în municipiul Bacău îşi propune sa evidenţieze dezvoltarea industriei oraşului,...

Partea I – Aspecte generale despre firma Capitolul I - SCURT ISTORIC PULSOR SA este situata pe drumul judetean DJ 703 C, la 50km distanta de...

Introducere Creditul, în general, reprezintă schimbul unei valori monetare prezente, contra unei valori monetare viitoare. Etimologic, cuvântul...

INTRODUCERE Progresul omenirii este o realitate de care suntem constienti. Economia de piaţă presupune produse şi servicii competitive. Azi nu mai...

INTRODUCERE Lucrarea pe care o prezentam cititorilor se adreseaza cu prioritate, studentilor facultatii de Management din Academia de Studii...

1. Aspecte privind diagnosticarea viabilitatii economice si magaeriale a societatii comerciale Proiectul este elaborat pe exemplul unei firme,...

1.1 Istoricul întreprinderii. Întreprinderea a fost fondată în anul 1945 având ca obiect de activitate producerea şi comercializarea conservelor...

1. Plan de afacere S.C. Gogoşica-Bolfoşica S.R.L. 1.1. Prezentarea afacerii Societatea S.C.Gogoşica-Bolfoşica S.R.L. s-a înfiinţat la data de...