Extras din proiect
1.1Analiza rolului functional, a conditiilor tehnice impuse piesei finite si a tehnologicitatii acesteia.
1.1.1Rolul functional si solicitarile piesei
Rotile dintate sunt piese de revolutie cu dantura, destinate transmiterii miscarii de rotatie si a momentelor.
Piesa de frabricat face parte din mecanismul de transmitere a momentului catre prize de putere. Are rolul de reduce turatia si de a multiplica momentul transmis de catre prize de putere.
Priza de putere este un echipament de lucru destinat transmiterii puterii de la motorul tractorului la organele de lucru ale masinilor si utilajelor cu care tractorul lucreaza in agregat.
Schema cinematica a a prizei de putere este prezentata in urmatoarea figura 1.
Figura 1. Schema cinematica;
Rotile dintate cu functionare continua sunt supuse la solicitari variabile, turatii ridicate, forte intense si temperaturile mediului in regim de functionare. In procesul angrenarii, pe fasia de contact dintre dintii conjugati se produc presiuni specifice de contact elastic la suprafata flancurilor active si o stare de eforturi unitare la baza dintelui.
Dintii rotii dintate sunt solicitati la incovoiere.
Forta radiala solicita dintele la compresiune.
Forta de frecare influenteaza rezistenta la oboseala a angrenajelor.
Solicitarea dinamica exterioara este provocata de fortele de inertie la pornire, oprire si in regim de lucru.
Solicitarea dinamica interioara este generata de erorile de executie a danturii, care se refera la profilul flancurilor, pasul danturii si la directia dintilor. Astfel, valoarea raportului de transmitere devine variabila, in procesul angrenarii apar socuri si vibratii care determina zgomot si o reparatie neuniforma a sarcinii pe intreaga lungime a dintilor.
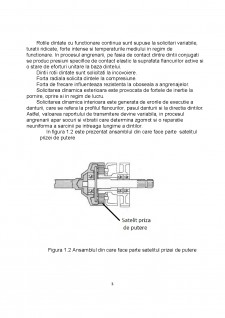
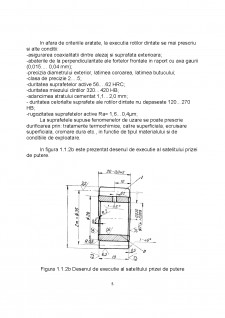
In figura 1.2 este prezentat ansamblul din care face parte satelitul prizei de putere
Figura 1.2 Ansamblul din care face parte satelitul prizei de putere
1.1.2. Conditiile tehnice impuse piesei finite prin desenul de executie
Calitatea angrenarii se apreciaza dupa functionarea linistita si fara zgomot, randament si durabilitate. Pentru a corespunde acestor conditii rotile dintate se executa in diferite clase de precizie functie de destinatia lor. Conform STAS 6273-73 (pentru angrenaje cilindrice) se prevad 12 clase de precizie (de la 1 la 12 in ordine descrescatoare) fiecare clasa fiind determinata de urmatoarele criterii:
- criteriul de precizie cinematica care este determinat de eroarea totala a unghiului de rotire in limita unei rotatii complete a rotii dintate;
- criteriul de functionare lina in angrenaj, determinat de valorile componentelor erorii totale a unghiului de rotire care se repeta de mai multe ori in timpul unei rotatii;
- crinteriul de contact intre dinti care stabileste precizia de executie a flancurilor dintilor si care este dat de raportul minim in procente dintre dimensiunile petei de contact si dimensiunile suprafetei utilizate a flancurilor (are o influenta foarte mare asupra functionarii corecte a angrenajelor).
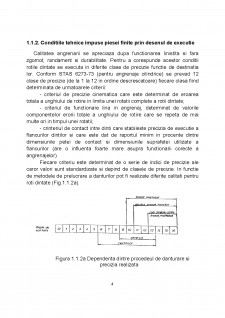
Fiecare criteriu este determinat de o serie de indici de precizie ale caror valori sunt standardizate si depind de clasele de precizie. In functie de metodele de prelucrare a danturilor pot fi realizate diferite calitati pentru roti dintate (Fig.1.1.2a).
Figura 1.1.2a Dependenta dintre procedeul de danturare si precizia realizata
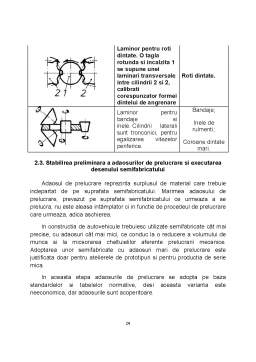
In afara de criteriile aratate, la executia rotilor dintate se mai prescriu si alte conditii:
-asigurarea coaxialitatii dintre alezaj si suprafata exterioara;
-abaterile de la perpendicularitate ale fortelor frontale in raport cu axa gaurii (0,015 0,04 mm);
-precizia diametrului exterior, latimea coroarea, latimea
Preview document






























Conținut arhivă zip
- Fabricarea si repararea industriala a autovehiculelor.docx
Te-ar putea interesa și

1.1. Alegerea modelelor similare Alegerea initială a elementelor necesare proiectării automobilului se face plecând de la experienta acumulată în...

Capitolul 1 Analiza conditiilor tehnico-functionale si a tehnologicitatii piesei si stabilirea tipului sistemului de productie 1.1 Analiza rolului...

CAPITOLUL I 1.Analiza conditiilor tehnico-functionale si a tehnologicitatii pisei si stabilirea sistemului de productie 1.1 Analiza rolului...

Capitolul 1 Analiza conditiilor tehnico-functionale si a tehnologicitatii piesei si stabilirea tipului sistemului de productie 1.1 Analiza rolului...

CAP. 1 Analiza condiţiilor funcţionale şi a tehnologicităţii piesei şi stabilirea tipului sistemului de producţie 1.1.Analiza rolului functional,...

Analiza conditiilor tehnico-functionale si a tehnologicitatii piesei si stabilirea tipului sistemului de productie 1.1. Analiza rolului...

BIELA Biela este organul mecanismului motor care transmite forta de presiune a gazelor de la piston la arborele cotit si transforma misecarea...

1.ANALIZA CONDIȚIILOR TEHNICO-FUNCȚIONALE ȘI A TEHNOLOGICITĂȚII PIESEI ȘI STABILIREA TIPULUI SITEMULUI DE PRODUCȚIE 1.1 Analiza rolului...