
Extras din proiect
Cap.1 Analiza conditiilor tehnico-functionale si a tehnologicitatii piesei si stabilirea tipului sistemului de productie
Analiza rolului functional , a conditiilor tehnice impusei piesei finite si a tehnologicitatii acesteia
Rolul functional si solicitarile piesei
Fuzetele sunt tipuri de axe speciale utilizate in constructia de automobile,tractoare,masini rutiere.Ele difera ca forma si dimensiuni in functie de tipul masinilor.Din punct de vedere tehnologic,fuzetele fac parte din piesele de tip arbore cu suprafete cu axe care se intersecteaza si cu forma constructiva complexa.Datorita acestui fapt, tehnologia de prelucrare a lor este este o tehnologie destul de dificila.
Fuzetele sunt piese deosebit de solicitate la oboseala,socuri,coroziune etc. trebuind sa asigure si un grad ridicat de fiabilitate in functionare, fapt ce impune ca acestea sa fie executate cu grija si din oteluri de buna calitate.
Sectiunea periculoasa a fuzetei este zona de racordare a axului cu corpul fuzetei.
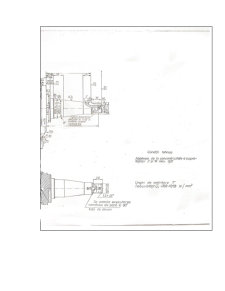
In figurile de mai jos sunt prezentate diferite forme constructive pentru fuzete si elementele cu care vin in legatura:
Fig.1.1.2 Fuzeta unei punti spate rigide
La capatul grinzii puntii e sudata o flansa pe care se monteaza prin suruburi fuzeta (7),care are o siguranta elastica(8) ce vine in contact cu rulmentul rotii(9). (10) este piulita de capat a fuzetei, iar (11) capacul de protectie.
Fig.1.1.3 Fuzeta unei punti spate cu brate trase si suspensie hidropneumatica
6-fuzeta
8-butuc roata
9-siguranta elastica
10-piulita fuzetei
11-capac
Fig 1.1.4 Fuzeta unei punti spate fractionata cu mecanism MacPherson si brat longitudinal
7-fuzeta
8-butuc roata
Conditiile tehnice impuse piesei finite prin desenul de executie
Principalele conditii tehnice ce se impun acestor piese se refera la respectarea unghiurilor dintre axele care se intersecteaza , a dimensiunilor si a pozitiei reciproce dintre diferitele suprefete si axe a preciziei formei fusurilor pentru montarea rulmentilor, a alezajelor pentru pivotul fuzetei.De asemenea se impune un grad ridicat de precizie dimensionala de forma si de pozitie reciproca a diferitelor parti componente precum si conditii limitate privind rugozitatea suprafetelor.
Fig.1.1.5 Desenul de executie al unei fuzete
In principiu prelucrarea pieselor tip arbore si cu deosebire a fusurilor se face dupa treptele 10…13 si incazuri speciale in treapta a 9-a de precizie.Ovalitatea si conicitatea arborilor netezi si a fusurilor arborilor in trepte trebuie sa fie cuprinse in limitele tolerantelor dimensiunilor diametrale(STAS 8104-68).Bataia fusurilor pe care urmeaza sa se monteze diferite piese in raport cu fusurile de sprijin se limiteaza la 50…70 μm, iar in cazurile mai pretentioase la 30…50 μm.Abaterile de concentricitate fata de fusurile principale se limiteaza la 50 μm.Bataia frontala a monturilor de capat(flanse, volanti,coroane) este de 30…50 μm.Incovoierea arborilor este cuprinsa intre 5…10 μm.Abaterea la paralelism a canalelor de pana sau canelurilor, in raport cu axa arborelui nu trebuie sa depaseasca 0,1 μm/mm.Toleranta la lungimea treptelor este cuprinsa intre 60…150 μm. Rugozitatea suprafetei fusurilor de montaj se adopta in mod obisnuit Ra=1,6…0,2 μm.
Preview document





























Conținut arhivă zip
- FRA Proiect - Fabricare Fuzeta Punte Spate.docx
Alții au mai descărcat și

Cap.1. Analiza modelelor similare de autovehicule după criterii tehnice (constructive, de performanțe, tehnologice), economice și de marketing,...

CAPITOLUL 1 ANALIZA PARTICULARITĂŢILOR ŞI PRINCIPALELOR CARACTERISTICI DIMENSIONALE,MASICE ŞI ENERGETICE A MODELELOR SIMILARE 1.1.Alegerea...

Capitolul 1 Analiza conditiilor tehnico-functionale si a tehnologicitatii piesei si stabilirea tipului sistemului de productie 1.1 Analiza rolului...

INTRODUCERE Oamenii s-au deplasat dintotdeauna, iniţial pe distanţe mai mici şi pentru procurarea hranei, mai apoi pe distanţe mai mari pentru a...

Să se efectueze proiectarea generală și funcțională a unui schimbător de viteze în trepte pentru un automobil cu următoarele caracteristici: •...

Capitolul 1 Studiul solutiilor constructive posibile pentru puntea din fata si alegerea justficata a solutiei pentru puntea care se proiecteaza...

CAP. 1 Analiza condiţiilor funcţionale şi a tehnologicităţii piesei şi stabilirea tipului sistemului de producţie 1.1.Analiza rolului functional,...

Calculul indicatorilor de utilizare a materialului rulant aferent traficului feroviar de marfuri Problema Pe teritoriul unei regionale de cale...