Cuprins
- Capitolul I
- 1. Principii generale de proiectare a proceselor tehnologice de prelucrare mecanica . 1
- 1.1. Principii tehnico-economice la proiectarea proceselor tehnologice. 1
- 1.2. Date iniţiale necesare proiectării proceselor tehnologice de prelucrare tehnologică. 2
- 1.3. Succesiunea etapelor de proiectare a proceselor tehnologice de prelucrare. 6
- 1.4.Stabilirea tipului producţiei şi calculul lotului optim de piese. 7
- Capitolul II
- 2.1. Notiuni generale privind alegerea materialelor si proiectarea pieselor turnate . 9
- 2.2. Generalitatile privind obtinerea semifabricatilor metalici prin turnare. 15
- 2.3. Parcuralitatile turnari gravitationale in forme permanente (in cochile). 26
- 2.4. Dezbaterea, curatirea si remanierarea defectelor pieselor turnate. 35
- Capitolul III
- 3.1. Structura fluxului tehnologic pentru proiectarea si fabricarea piesei. 50
- 3.2. Sistemul-proces tehnologic de prelucrare. 54
- 3.3. Componentele procesului tehnologic de prelucrare. 55
- 3.4. Criterii de proiectare a proceselor tehnologice de prelucrare. 58
- 3.5. Proiectarea proceselor tehnologice de prelucrare. 60
- Capitolul IV
- 4.1. Norme de tehnica securităţii muncii. 63
- 4.2. Concluzii finale. 66
- 4.3. Bibliografie. 67
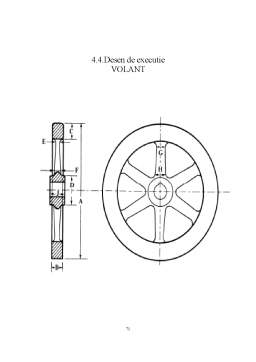
- 4.4. Desenul de execuţie pentru Volant . 68
Extras din proiect
CAPITOLUL I
1. Principii generale de proiectare a proceselor tehnologice de prelucrare mecanica.
1.1 Principii tehnico-economice la proiectarea proceselor tehnologice.
Procesul de producţie al unei intreprinderi constructoare de maşini cuprinde in sine obţinerea semifabricatelor (prin turnare, forjare sau debitare din laminate) , toate formele de prelucrare a lor (prelucrarea mecanică, termică, chimică, electrica etc.) controlul tehnic al dimensiunilor si al calitaţi in toate stadiile de producţie , transportul materialelor , semifabricatelor , pieselor şiproduselor , asamblarea , vopsirea , impachetarea şi expedierea produselor.
Procesul tehnologic de prelucrare mecanică este acea parte a procesului de producţie care este legată nemijlocit de schimbarea formei geometrice , a dimensiunilor , a calităţilor fizico-mecanice , a calitaţi suprafeţei până la obţinerea piesei finite .
În timpul acestor actiuni auxiliare nu are loc schimbarea formei geometrice a dimensiunilor şi nici a rugizitaţi piesei , insa intrucât aceste acţiuni auxiliare sunt independente de catre muncitorul care lucreaza la locul respectiv de muncă , ele fac parte din procesul tehnologic de prelucrare .
Transportul piesei prin atelier facut de către muncitorii auxiliari sau automat, cu diverse sisteme de transportare , nu intra in procesul tehnologic de prelucrare , intrucat in acest timpmuncitorul productiv lucreaza la locul sau de muncă .
În mod avantajos , procesul tehnologic de asamblare reprezintă o parte a procesului de producţie , legata nemijlocit de asamblarea pieselor în grupe , subansamble si apoi în produsul respectiv (automobil , tractor , maşina-unealtă etc.)
Pentru a se putea face asamblarea pieselor în produs este de asemenea necesar a se executa o serie de acţiuni auxiliare , legate nemijlocit de procesul de asamblare (ca de exemplu: fixarea piesei de baza în dispozitivul de asamblare sau pe postament , prinderea in mână a cheii şi aşezarea pe şurub pentru înşurubare etc.).
Procesul tehnologic (de prelucrare şi de asamblare) se executa la diferite locuri de munca .
Locul de muncă este aceea parte din suprafaţa de producţie care este utilata cu utilajul corespunzător locului ce se efectuează pe el .
1.2 Date iniţiale necesare proiectării proceselor tehnologice de prelucrare tehnologica.
Proiectarea procesului tehnologic este inerent legată de cunoaşterea unor elemente numite generic ,,date iniţiale” . Aceste date iniţiale se refera la : 1)Documentaţia tehnica de baza ; 2)Caracterul producţiei şi mărimea lotului ; 3)Desenul de execuţie a semifabricatului ; 4)Echipamentul tehnic disponibil ; 5)Nivelul de calificare a cadrelor ; 6)Alte condiţii de lucru .
1.2.1 Documentaţia tehnica de baza .
Documentaţia tehnica de baza este o parte componentă a documentaţiei tehnice din construcţia de maşini , alături de documentaţia de studiu , de documentaţia tehnologica şi de documentaţia auxiliară .
Documentaţia de baza cuprinde acele documente ale căror prevederi trebuie neapărat respectate in cursul execuţiei unui anumit produs .
Din documentaţia tehnica de baza fac parte : a)desenul de execuţie ; b)schemele ; c)desenele de instalare ; d)borderoul documentaţiei de baza ; e)caietul de sarcini ; f)lista standardelor de stat , a normelor interne si a instrucţiunilor ; g)calculele speciale etc.
Desenele de execuţie sunt destinate sa evidenţieze forma , dimensiunile , condiţiile tehnice pentru obiectul fabricat şi pentru elementele lui componente (ansamblului din toate gradele , repere) .
Schemele sunt reprezentări grafice legate de funcţionarea şi construcţia obiectului ; se încadrează în aceasta categorie schemele cinematice , hidraulice, electrice , diagramele de funcţionare etc .
Desenele de instalare au menirea de a stabili legăturile obiectului executat cu elementele la care se racordează , pentru punerea sa în funcţiune ; se pot stabili în acest fel eventualele corelaţii cu agregatele vecine etc .
Borderoul documentaţiei de baza cuprinde o evidenta a documentelor componente ale documentaţiei de baza .
Caietul de sarcini se întocmeşte in scopul indicării tuturor condiţiilor tehnice (referitoare atât la execuţia , cât şi la încercarea , exploatarea , verificarea obiectului de executat) care nu sunt precizate în standarde , în numele interne sau pe desenul de execuţie .
Lista standardelor de stat , a normelor interne si a instrucţiunilor referitoare la obiectul de executat , la modul de verificare a acestuia , la materialele din care este obţinut , este necesară pentru a vedea în ce măsură aceste standarde , norme etc. au fost respectate .
Calculele speciale se referă cu precădere la acele calcule care trebuie eventual respectate în cursul procesului tehnologic de fabricaţie , cum ar fi calculele de rezolvare a loturilor de dimensiuni , calculele privind echilibrarea pieselor care suporta mişcări de notaţie etc .
Elementele cuprinse mai sus formează aşadar documentaţia tehnica de baza , necesară in timpul elaborării şi desfăşurării procesului tehnologic . Este bine ca la îndemâna tehnologului sa se găsească toate documentele din componenţa documentaţiei de baza , în această situaţie fiind posibilă formarea unei imagini generale asupra obiectului fabricat , asupra destinaţiei şi funcţionarii sale .
Preview document





































































Conținut arhivă zip
- Tehnologii de Fabricare si Asamblare ale Autovehiculelor.doc
Alții au mai descărcat și

Calculul indicatorilor de utilizare a materialului rulant aferent traficului feroviar de marfuri Problema Pe teritoriul unei regionale de cale...

Aparitia primelor automobile este strâns legata de descoperirea si perfectionarea masinii cu abur si a motorului cu ardere interna primele...

Pentru statia de cale ferata având configuratia dispozitivului de linii stabilita prin tema proiectului ( codul proiectului), se vor întocmi...