Extras din referat
1. Introducere
Frezele melc modul de tip “Fredascon” au dinţii individuali din oţel rapid, sau armaţi cu plăcuţe din carburi metalice, montaţi pe corp în alezaje conice situate pe elicea directoare a melcului-sculă.
Preocupările permanente pentru perfecţionarea construcţiei acestor scule au condus la înlocuirea operaţiei de detalonare, dificile şi costisitoare, printr-o rectificare continuă a suprafeţelor de aşezare ale dinţilor frezei melc [3].
Din punct de vedere tehnologic, soluţia ascuţirii continue a dinţilor demontabili fixaţi în alezaje conice este posibilă în următoarele variante:
- direct pe corpul frezei melc modul, prin rectificare elicoidală a feţelor de aşezare ale dinţilor pozitionaţi pentru ascuţirea continuă;
- separat de corpul sculei, pe dispozitive speciale, prin rectificare continuă a feţelor de aşezare după suprafeţe de revoluţie (conice, cilindrice, hiperbolice etc.) sau plane.
Variantele perfecţionate de freze melc modul cu dinţi decalaţi de tip “Fredascon” oferă posibilitatea profilării tăişurilor prin ascuţire elicoidală a feţelor de aşezare laterale şi de la vârf dintr-o singură poziţionare a dinţilor pe corpul de lucru datorită dezaxării alezajelor conice faţă de planul axial al sculei, eliminându-se utilizarea maşinilor unelte speciale de detalonat şi de ascuţit scule provenite, de regulă, din import. Generarea continuă a suprafeţelor de aşezare ale dinţilor, direct pe corpul de lucru al frezei melc, se face prin rectificare elicoidală utilizând scule abrazive profilate.
În ipoteza lipsei utilajelor de detalonat, profilarea dinţilor frezei se poate face pe maşini de rectificat sau de ascuţit universale, folosind dispozitive speciale prevăzute cu alezaje conice pentru poziţionarea simultană a mai multor dinţi faţă de corpul abraziv.
Pentru realizarea operaţiei de ascuţire continuă a dinţilor demontabili ai frezelor melc de acest tip, au fost proiectate şi executate dispozitive speciale adecvate.
Ascuţirea continuă a dinţilor demontabili în acest caz necesită aducerea feţelor de aşezare pe suprafeţe de revoluţie. După rectificare, prin readucerea dinţilor în poziţia de lucru pe corpul frezei melc, se obţin geometric unghiurile necesare la aşchiere şi profilul corespunzător al tăişurilor active.
2. Ascuţirea continuă a dinţilor frezei melc cu suprafeţe active plane
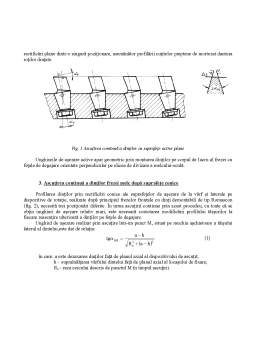
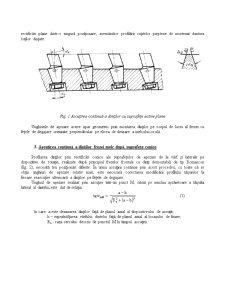
Rectificarea plană a feţelor active ale dinţilor individuali ai frezei melc modul pe dispozitive de ascuţire tip lineal (fig.1) asigură creşterea preciziei geometrice a profilului generat datorită faptului că muchiile de aşchiere rezultă riguros rectilinii.
Dispozitivul de ascuţire, prevăzut cu locaşuri conice pentru fixarea simultană a unui set de dinţi care echipează freza melc modul, permite generarea feţelor de aşezare laterale şi de la vârf prin rectificări plane dintr-o singură poziţionare, asemănător profilării cuţitelor pieptene de mortezat dantura roţilor dinţate.
Fig. 1 Ascuţirea continuă a dinţilor cu suprafeţe active plane
Unghiurile de aşezare active apar geometric prin montarea dinţilor pe corpul de lucru al frezei cu feţele de degajare orientate perpendicular pe elicea de divizare a melcului-sculă.
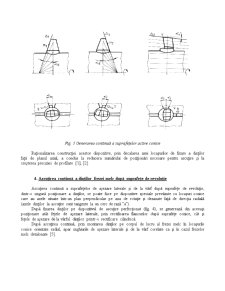
3. Ascuţirea continuă a dinţilor frezei melc după suprafeţe conice
Profilarea dinţilor prin rectificări conice ale suprafeţelor de aşezare de la vârf şi laterale pe dispozitive de rotaţie, realizate după principiul frezelor frontale cu dinţi demontabili de tip Romascon (fig. 2), necesită trei poziţionări diferite. În urma ascuţirii continue prin acest procedeu, cu toate că se obţin unghiuri de aşezare relativ mari, este necesară corectarea modificării profilului tăişurilor la fiecare reascuţire ulterioară a dinţilor pe feţele de degajare.
Unghiul de aşezare realizat prin ascuţire într-un punct M, situat pe muchia aşchietoare a tăişului lateral al dintelui,este dat de relaţia:
(1)
în care: a este dezaxarea dinţilor faţă de planul axial al dispozitivului de ascuţit;
h – supraînălţarea vârfului dintelui faţă de planul axial al locaşului de fixare;
Ra - raza cercului descris de punctul M în timpul ascuţirii.
Preview document



Conținut arhivă zip
- Metodica si Echipament Special pentru Ascutirea Continua a Frezelor Melc Fredascon.doc
Alții au mai descărcat și

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...