Cuprins
- Notiuni generale despre aschierea metalelor pag 1
- Aparate de masura si control pag 4
- Sudarea pag 16
- Rectificarea pag 24
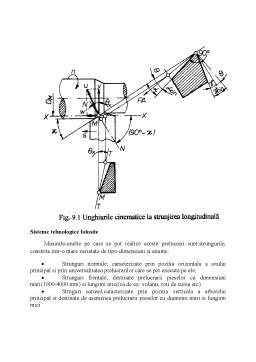
- Strunjirea pag 29
- Rabotarea si mortezarea pag33
- Slefuirea si lustruirea pag 37
- Hornuirea pag 38
- Frezarea pag 40
- Alezarea pag 43
- Bibliografie pag 45
Extras din referat
NOTIUNI GENERALE DE PRELUCRARE PRIN ASCHIERE
Proprietatile materialului de executie al sculei aschietoare :
• -Rezistenta la incovoiere mare pentru a nu se produce deformarea sau ruperea sculei in timpul aschierii.
• - Stabilitatea termica ridicata pentru a mentine capacitatea de aschiere a taisului la temperaturi mari ce apar in zona de lucru.
• -Conductibilitate termica buna pentru a permite evocarea rapida a caduri din partea activa a sculei.
• -Duritatea corespunzatoare pentru a asigura sculei un tais care sa faca fata tensiunilor si temperaturilor inalte care apar in procesul
Principalele materiale folosite la fabricarea sculelor aschietoare sunt :
-oteluri carbon (ptr scule) sunt oteluri cu un continut ridicat de carbon cuprins intre 0,6 si 1,4%, fara alte elemente de aliere.
-oteluri aliate au un procent de carbon cuprins intre 0,7 si 2,2%, si contin de asemenei elemente de aliere Wolfram, Crom, Molipten, Nichel, Banadium.
-amestecul de carburi metalice (placute vidia ) aceste sunt materiale ce se caracterizeaza printr-o duritate foarte mare dar sunt extrem de fragile.
Carburile metalice se obtin sinterizarea unor pulberi metalice foarte fine din Banadium, Crom,Molibden,Nichel, foarte intens in urma caruia aerul este evacuat din structura respective.
Sculele aschietoare pot fi:
-de strunjit
-de rabotat
-de frezat
-de brosat
Alegerea sculei aschietoare
In functie de natura si de proprietatile fizico-mecanice ale materialului semifabricatului se alege materialul partii active a cutitului, pentru realizarea unei prelucrari in conditiile date.
Materialul partii active poate fi otel carbon pentru scule, otel aliat pentru scule, otel rapid, carburi metalice si mineraloceramine, diamante industriale etc. Stabilirea durabilitatii sculei aschietoare
Durabilitatea sculei aschietoare poate fi determinata prin calcul sau aleasa din normative in functie de sectiunea corpului sculei, calitatea materialului de prelucrat si a sculei aschietoare.
De exemplu, la un cutit de strunjit otel cu sectiunea normala de 25 X 25 mm² din otel rapid, durabilitatea normala este de 60 min, iar pentru alt cutit, de aceeasi sectiune normala, dar cu parte activa din carburi metalice, durabilitatea normala este de 90 min.
Determinarea durabilitatii prin calcul se face in functie de scopul urmarit: productivitatea maxima, cost minim etc.
Daca se urmareste o productivitate maxima, durabilitatea se calculeaza cu relatia:
T₀p = (1-m) τѕ⁄m [min],
Iar daca se urmareste un cost minim al prelucrarii, relatia devine :
T ₀с = ( τѕ + C /C )(1-m)/m [min]
In care: m reprezinta exponentul durabilitatii, care se determina experimental, in functie de cuplul semifabricat-scula;
τs - timpul necesar unei schimbari a sculei si refacerea reglarii masinii-unelte
in min;
C - retributia muncitorului de la masina-unealta, in lei/min;
C - cheltuielile legate de exploatarea sculei si se calculeaza cu relatia
C = τr • C + Cѕ/nѕ [lei],
In care: τr este timpul cat dureaza reascutirea sculei, in min;
C - retributia muncitorului de la ascutitorie, in lei/min;
Cs - costul initial al sculei, in lei ;
nѕ - numarul de reascutiri permis pana la scoaterea din uz a sculei.
La prelucrarile de degrosare, atunci cand rigiditatea sistemului tehnologic si puterea masinii-unelte, permit, marimea adancimii de aschiere se stabileste in asa fel, incat intregul adaos de prelucrare sa fie indepartat intr-o singura trecere. Astfel , se va asigura o productivitate cat mai ridicata. Prin prelucrarea de degrosare se indeparteaza circa 70-80% din adaosul de prelucrare.
La prelucrarile de semifinisare si finisare, la stabilirea adancimii de aschiere trebuie sa se aiba in vedere asigurarea conditiilor de precizie si rugozitate impuse.
In cazul gauririi in plin, adancimea de aschiere rezulta din relatia:
T = D/2 [mm]
in care D este diametrul gaurii.
Pentru largirea gaurilor din piese turnate, forjate sau pentru alezarea unor gauri se foloseste relatia:
T = (Dƒ - D¡)/2 [mm]
in care Dƒ este diametrul final, in mm, iar D¡ diametrul initial, in mm.
Daca adaosul de prelucrare este prea mare fata de puterea de aschiere admisa, mai ales atunci cand trecerile de la o treapta la alta in cazul prelucrarii arborilor cu diferente mari, intre trepte, atunci adaosul de prelucrare va fi divizat in mai multe treceri:
i = Aр/t
Preview document










































Conținut arhivă zip
- Recrutare si Selectie.docx
- Notiuni Generale de Prelucrare prin Aschiere.doc
Alții au mai descărcat și

1. Solicitarea la forfercarea pură 1.1. Definiţie Această solicitare este mai rar întâlnită şi se produce atunci când forţele exterioare...

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...

Te-ar putea interesa și

Memoriu justificativ În prezent, necesitatea introducerii în producţie a noi tehnologii şi metode de prelucrare perfecţionate, moderne şi de...

1. Memoriu tehnic 1.1. Analiza desenului de executie Desenul reprezinta un racord mufa obtinut din semifabricat laminat hexagonal, rezultat în...

TEMA PROIECTULUI Sa se proiecteze procesul tehnologic de prelucrare a piesei « ROATA DE LANT CONDUSA » prezentata in desenul de executie BM...

Materiale folosite la fabricarea sculelor : Proprietatile materialului de executie al sculei aschietoare -Duritatea corespunzatoare pentru a...

Capitolul 1. Noţiuni generale despre pregătirea şi dezvoltarea profesională Resursa umana este cea mai dinamica dintre toate resursele pe care le...

1. Analiza rolului funcţional şi a desenului de execuţie; condiţii tehnice. Arborii in construcţia de autovehicule sunt intr-o gamă foarte...

Capitolul 1. Introducere; Capitolul 1.1 Notiuni generale privind prelucrarea prin borsare; Brosarea este procedeul de prelucrare prin aschiere a...

Să se proiecteze procesul tehnologic de prelucrare mecanică a piesei tambur, alimentator cu plăci, prezentată în desenul de execuţie anexat. Seria...