Cuprins
- Contents 2
- SUDAREA MIG/MAG 3
- Surse de curent pentru sudarea MIG/MAG 4
- Dispozitivul de avans al sârmei 5
- Pistoletul de sudare 6
- Caracteristica statica a sursei de curent MIG/MAG 6
- Caracteristica arcului electric 7
- Domeniul caracteristicii arcului electric 7
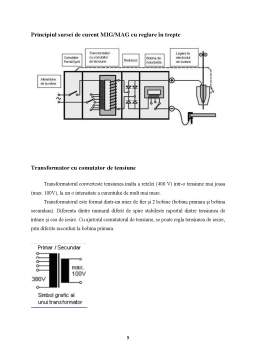
- Principiul sursei de curent MIG/MAG cu reglare în trepte 8
- Transformator cu comutator de tensiune 8
- Principiul sudarii în curent pulsat 9
- Avantaje: 10
- Dezavantaje: 11
- Cauzele și efectele ale radiatiei optice - radiatia ultravioleta 11
- Pericole datorate circuitelor electrice 11
- Masuri de protectie: 12
- Echipament de protectie și primul ajutor 12
Extras din referat
SUDAREA MIG/MAG
Procedeul de sudare MIG/MAG a început să se dezvolte din anul 1947, atunci când pe piața din SUA au apărut primele instalații destinate acestui procedeu. Pe atunci se numea sudare S.I.G.M.A, care era prescurtarea de la „Shielded Inert Gas Metal Arc” (poate fi echivalata cu sudarea MIG).
În anul 1952, inginerii ruși au folosit pentru prima dată CO2 (dioxid de carbon) la sudare, astfel a luat naștere procedeul cunoscut astăzi ca sudarea MAG. În scurt timp, acest procedeu s-a răspândit cu repeziciune în Europa vestică pentru sudarea oțelurilor nealiate și slab aliate. Totuși, odată cu scaderea prețului la argon în anii `60, a început să se utilizeze și amestecuri de gaze, iar utilizarea acestora s-a extins tot mai mult de-a lungul anilor. În prezent este posibilă sudarea MIG/MAG la standarde de calitate superioare și cu productivitate ridicată. În decursul ultimilor ani, sudarea MIG/MAG a câștigat o importanță tot mai mare, nu doar pentru sudarea oțelurilor de construcții nealiate și slab aliate, ci și pentru sudarea aluminiului și a oțelurilor înalt aliate - datorită tehnologiei arcului electric pulsat. Datorită caracteristicilor speciale, cum ar fi: rata ridicată de depunere, pătrundere adâncă, rentabilitate mare, manevrare ușoara, mecanizare completă etc., sudarea MIG/MAG oferă multe avantaje față de alte procedee de sudare.
Principiul sudării MIG/MAG: Arcul electric arde între un electrod care se topește (și care este în același timp material de adaos de sudare) și piesa de sudat. Gazul de protecție este fie inert (MIG - de ex. argon, heliu și amestecuri ale acestora), fie activ (MAG CO2, sau amestercuri Ar cu CO2, și/sau O2) . Se pot folosi și amestecuri de gaze cu 2, 3 sau 4 componente, ca de ex. dioxid de carbon, argon, heliu și oxigen. De asemenea, se poate folosi chiar și dioxid de carbon pur. Schița prezintă principiul procedeului. Sârma - electrod vine de la bobina și este condusă prin rolele de antrenare la duza de curent. În marea majoritate a cazurilor polul pozitiv este la sârma. Capătul liber al sârmei este scurt, astfel încât se pot utiliza intensități ridicate de curent, cu toate ca electrodul este subțire. Gazul de protecție iese dintr-o duză de gaz, care înconjoară electrodul concentric și protejează arcul electric de acțiunea atmosferei.
Surse de curent pentru sudarea MIG/MAG
Doar surse de curent continuu sunt utilizate la sudarea MIG/MAG, cu polul puls la sârma - electrod (în care se folosesc sârme tubulare, la anumite tipuri de sârme este necesar ca polul negativ să fie la sârma).
Sursa de curent trebuie să permită o reglare fină, pentru a permite obținerea unui set parametri optimi pe întregul domeniu. În cazul unei instalații cu reglaj în trepte, pasul trebuie să fie adaptat domeniului de curent corespunzător instalației (de ex. 18 - 36 trepte la o instalație de 300A). În cazul surselor de curent mai sofisticate (cum ar fi sursele de curent cu invertor), puterea poate fi reglată continuu (adică, fără trepte) cu ajutorul unui potențiometru.
La alegerea unei instalații de sudare în mediu de gaz protector este important ca sursa de curent să aibă o putere de ieșire suficientă. Pe plăcuța indicatoare sunt prezentate datele tehnice ale instalației.
Durata activă (DA) a unei surse de curent este dată în procente. În mod normal, pe plăcuța indicatoare este dată intensitatea permisă a curentului și tensiunea corespunzătoare pentru o durată activă de 100% și respectiv 60%. La interpretarea informațiilor trebuie ținut cont de durata ciclului care poate fi 5 sau 10 min și de temperatura mediului ambiant care poate fi 25° sau 40° C. La susele FRONIUS informațiile se refera la o durată a ciclului de 10 min. la o temperatura a mediului înconjurator de 40°C.
Sursa de curent a plăcuței indicatoare indica 450A poate fi utilizată 100% la 360 A.
Bibliografie
www.sudura.net
www.cmmetal.ro
Preview document













Conținut arhivă zip
- Procese Speciale de Asamblare - Sudarea Mig Mag.docx
Alții au mai descărcat și

ANALIZA CONSTRUCTIV - FUNCȚIONALĂ A CONSTRUCȚIEI SUDATE 1.1. Condiţii de exploatare a construcţiei sudate Construcţia metalică CORP STOPA este...

CAPITOLUL I PROCESE ŞI PROCEDEE DE SUDARE 1.1 Definitii si terminologie Sudarea este un procedeu de imbinare nedemontabila a doua materiale,...

1. SUDAREA CU ARC ELECTRIC Sudarea reprezintă procedeul fizico-chimic prin care se realizează o îmbinare iemontabilă între două componente....

Cap.I MEMORIU EXPLICATIV 1.1 Procedee de sudare in mediu de gaz protector Dintre toate procedeele de sudare prin topire,cea mai larga aplicare in...

Sudarea metalelor - sudarea manuala prin topire cu energie electrica - sudarea cu arc electric sub strat de flux - sudarea cu arc electric...

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...

CURS 1. SUDAREA PRIN DIFUZIE (45). Sudarea prin difuzie face parte din categoria procedeelor de sudare prin presiune, fără metal de adaos, la...

CAP.1. PROCESE ŞI PROCEDEE DE SUDARE 1.1. Energetica procesului de sudare Sudarea este procedeul tehnologic de realizare a îmbinărilor...