
Extras din referat
Aspecte moderne privind fabricarea produselor
Regimurile de aschiere determina în principal productivitatea prelucrarii si se afla în directa interdependenta cu materialele partii active a sculelor aschietoare si cu caracteristicile tehnice ale masinilor unelte.
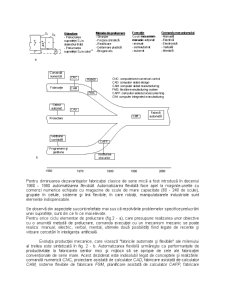
Figura 1 releva evolutia regimurilor de aschiere, prin viteza de aschiere v, si evolutia materialelor partii active a sculelor [P 11]. Se observa ca valorile vitezei de aschiere specifice anilor 1950 - 1975, în jur de 200 [m/min], cresc în jurul anului 2000 la peste 2000 [m/minJ], tendinta fiind spre valori de 10000 - 15000[m/min], datorita extinderii utilizarii unor materiale performante pentru sculele aschietoare, cum sunt materialele ceramice, nitrura cubica de bor, diamantul policristalin; sculelor monobloc din carburi etc.
Masinile-uneftemregistreaza progrese remarcabile.
La expozitiile internationale de masini-unelte de dupa 1980 (Paris, Milano etc.) au aparut masini-unelte cu constructii si performante deosebite.
- Domeniul vitezelor de aschiere a putut creste considerabil, spre limitele mentionate mai sus, gratie maririi performantelor arborilor principali. Spre exemplu: un centru de prelucrare Matsuura are la arborele principal 20000 [rot/min]; centrele de strunjire HES Ernault - Toyoda au la arborele principal 8000 [rot/min] pentru exploatarea rationala a sculelor ceramice; firma Precise - France realizeaza electrobrose cu turatii de 5000 - 150000 [rot/min] (pâna la 50000 [rot/min] - pentru prelucrarea alezajelor mici si frezare; peste 100000 [rot/min] - pentru rectificari cu pietre diamantate de diametru mic). O masina de rectificat PF 90 CB cu lagare magnetice realizeaza cu piatra cu diametru de 250 [mm] viteze de rectificare de 260 [m/s]; firma Realmeca executa prelucrarea pieselor din aluminiu pe masini cu lagare din ceramica la turatii de 45000 [rot/min]. Se observa ca aceste performante depasesc cu mult pe cele curent întâlnite astazi.
Fig.1
- în Elvetia se desfasoara cercetari avansate pentru realizarea unei masini universale de prelucrare cu laser.
- Se remarca renuntarea la cutiile de viteze (pinioane, ambreiaje, furci, baladoare etc.) si utilizarea arborilor principali actionati de motoare de curent continuu sau alternativ cu variatia continua a turatiei. A aparut si solutia conform careia "arborele principal ai masinii unelte este chiar rotorul motorului electric de antrenare", pentru realizarea turatiilor foarte înalte.
- Rulmentii sunt gresati pe viata (30000 ore) sau se asigura recircularea lubrifiantului.
- Se utilizeaza montaje pretensionate cu precomprimare variabila pentru asigurarea unei rigiditati constante la aparitia dilatatiilor termice. Sisteme de racire cu freon sunt integrate în circuitul de ulei. Ca lichide de racire-ungere de aschiere se folosesc fluide biostabile. Exista si tendinta de renuntare la folosirea lichidelor de racire-ungere.
- Exista mandrine cu compensarea fortei centrifuge si schimbarea automata a bacurilor.
- Centrele de prelucrare cu mese rotative au fost realizate cu turatii catre 1000 [rot/min] pentru a permite si prelucrari prin strunjire, în competitie cu centrele de strunjire.
- Strungul cu comanda numerica s-a transformat treptat într-un centru combinat de strunjire - frezare - gaurire - tarodare, (similar ca posibilitati tehnologice cu primele strunguri normale conventionale mai avansate). Pe lânga axele X, Z se comanda numeric si axa C (pentru indexarea, rigidizarea si blocarea arborelui principal ), în vederea executarii de frezate, gravari frontale, gauriri transversale, canelari elicoidale etc. Papusa mobila este fabricata cu pinola cu posibilitate de rotatie pentru executarea diverselor prelucrari. Pentru capetele revolver s-au realizat scule rotative, initial pentru puteri de 1 kW, ulterior pâna la 5 - 7 kW. Tot la capetele revolver s-au, conceput: dispozitive de prindere a sculelor pentru gauriri transversale.
- Arborii principali se pot realiza din diverse materiale compozite, care le confera caracteristici superioare în exploatare; diverse asamblari se pot face prin lipire cu adezivi puternici, în locul asamblarilor mecanice clasice (spre exemplu - pentru rotile dintate).
Preview document




Conținut arhivă zip
- Regimurile de Aschiere.doc
Alții au mai descărcat și

Desi au aparut in ultimul timp mai multe procedee,numite “neconventionale”care sunt limitate la materiale si operatii speciale,aschierea ocupa un...

ARGUMENT Strungurile au o pondere foarte mare in atelierele de prelucrari mecanice prin aschiere, la productia individuala in serie si masa precum...

Sa se proiecteze un cutit de strung cu placuta din carbura metalica, fixata mecanic pentru prelucrarea arborelui din fig. 1. Placuta tip “C”,...

Pentru executarea pieselor de masini, adica pentru realizarea formei si dimensiunilor prescrise prin desenarea de executie ,semifabricatele...

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...

GENERAREA SUPRAFETELOR DE REVOLUTIE PRIN STRUNJIRE 1. Scopul si continutul lucrarii - Cunoasterea metodelor de generare prin strunjire a...
Te-ar putea interesa și

OPIS Anexe : Plan de operaţii – 3 file ÎNTRODUCEREA Tema lucrării constă în proiectarea şi construcţia unei maşini de frezat în patru axe...

CAPITOLUL 1 ECHIPAMENTUL DE REGLARE A PRESIUNII Elementele echipamentului de reglare a presiunii poartă denumirea de supape, valve sau ventile....

1.Alegerea semifabricatului Conform desenului de executie, reperul din tema este confectionat din OLC 45 STAS 880 cu urmatoarele caracteristici :...

1. Stabilirea tipului de semifabricat OLC15- laminat la cald Compoziţia chimică a oţelului este:C-0,12-0,18%,Mn-0,35-0,65%,S- max 0,045,P-max....

Capitolul I PROGRAMAREA NUMERICĂ A MAŞINILOR-UNELTE 1.1 MAŞINA-UNEALTĂ ŞI PROGRAMUL SĂU Scopul unei maşini-unelte este de a prelucra piese prin...

Introducere Rolul acestui proiect este acela de a elabora concret tehnologia de fabricare a unei roti dintate. Pentru realizarea proiectului se...

1.1 Descrierea principiului masinii , mecanizmului , ansamblului in componenta carea intra piesa ; conditiile de lucru a piesei in ansamblu ,...

CAPITOLUL 1. CAPETE DE GĂURIT MULTIAX. GENERALITĂŢI. CLASIFICARE. TIPURI CONSTRUCTIVE. 1.1.Generalităţi. Metoda de găurire cu capete multiax...