Cuprins
- CUPRINSUL 1
- 1. INTRODUCERE 2
- 2. CONŢINUTUL LUCRĂRI 3
- 2.1. DEFINIREA SISTEMULUI FLEXIBIL DE FABRICAŢIE(SFF) 3
- 2.2. CLASIFICAREA SISTEMELOR FLEXIBILE DE FABRICAŢIE 3
- 2.2.1. SFF-urile după procesul tehnologic de bază: 3
- 2.2.2. SFF-urile după forma geometrică dominantă a semifabricatelor şi pieselor: 3
- 2.2.3. SFF-urile după dimensiunile de gabarit a pieselor: 3
- 2.2.4. SFF-urile după numărul posturilor de lucru incluse în sistem: 4
- 2.2.5. SFF-urile după traseul sistemului de transfer: 4
- 2.3. UNITĂŢILE DE LUCRU 4
- 2.4. IERARHIA UNITĂŢILOR DE LUCRU 5
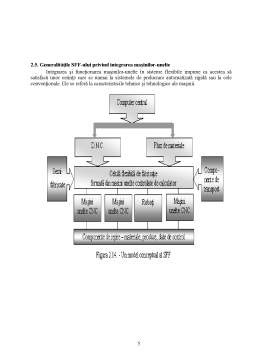
- 2.5. GENERALITĂŢILE SFF-ULUI PRIVIND INTEGRAREA MAŞINILOR-UNELTE 6
- 2.5.1. Sarcini de fabricare 7
- 2.5.2. Cerinţe privind calităţile maşinii-unelte 8
- 2.6. SUPRAVEGHEREA, DIAGNOSTICUL ŞI CONTROLUL AUTOMAT ÎN SFF 9
- 2.6.1. Funcţiile subsistemului de supraveghere, diagnostic şi control automat al SFF 10
- 3. CONCLUZII 12
- 4. BIBLIOGRAFIE 13
Extras din referat
1. Introducere
Sistemele flexibile de fabricaţie sunt reprezentate de o mare necesitate a tuturor producătorilor pentru a garanta calitatea produsului fabricat.
Această calitate este obţinută prin utilizarea unor maşini-unelte automatizate, care impune un cost mare de investiţie, calculându-se potenţialul de profit cu cheltuielile de fabricaţie.
Aceste SFF-uri au în componenţă un sistem automat de transport, manipulare şi depozitare a semifabricatelor, pieselor finite şi a sculelor, care au sisteme automate de control, măsurare şi testare, capabile să prelucreze piese diferite.
Aceste SFF-uri asigură calitatea produsului, eroarea de calcul uman care duce la rebutul produsului.
Sistemele flexibile de fabiricaţie au următoarele caracteristici:flexibilitatea de a se adapta rapid la schimbările aduse pieselor; capacitatea de a accepta şi în altă ordine piesele de fabricat; capacitatea de a prelucra mai multe piese simultan; utilizarea în producţia de unicate, serii mici şi mijlocii; posibilitatea de integrare etopizată; autonomie de funcţionare pentru trei schimburi fără interventie umană; utilizează maşini-unelte cu comandă numerică, roboţi industriali, sisteme automatizate de transport, calculatoare electronice de proces şi realizează încărcarea maşinilor.
Introducerea acestor sisteme flexibile de fabricaţie are ca rezultat producţia mai rapidă şi mai complexă a pieselor, precum şi autonomia de lucru mai mare fără pause de producţie.
2. Conţinutul lucrări
2.1. Definirea sistemului flexibil de fabricaţie(SFF)
SFF-ul reprezintă un ansamblu de maşini-unelte reunite într-un sistem comun de transport, manipulare şi depozitare a semifabricatelor, pieselor finite şi sculelor prevăzute cu echipamente automatizate de măsurare şi testare, capabile să realizeze, sub comanda calculatorului, prelucrarea simultană sau succesiva a unor piese diferite aparţinând unei famili de piese cu minimum de intervenţie umană şi timp de reglare reduşi.
Scopul SFF-ului este să îmbine gradul înalt de automatizare cu flexibilitatea.
SFF-ul sa format prin:
- aplicarea comenzi numerice la maşini-unelte in general şi la centrele de prelucrare in particular;
- dezvoltarea unor tehnologii auxiliare variate, necesare automatizării sistemului de transfer automat al sculelor, compus din magazii de scule, mână mecanică, mecanism de indexare arbore principal, transportul automat al pieselor şi sculelor în sistem, paletizare, depozite automate de piese etc;
- introducerea calculatorului pentru comanda sistemului;
Sistemul flexibil reprezintă o soluţie complexă, de automatizare flexibilă a fabricaţiei, care se desfaşoară pe principiul de modernizare, tipizare, ierarhizare în structură multinivel, integrare în sistemul de conducere, de adaptabilitate si scăderea fluxului de operaţii.
2.2. Clasificarea sistemelor flexibile de fabricaţie
SFF-urile se pot clasifica după diverse criterii:
- după tipul procesului tehnologic de baza;
- după forma geometrică dominantă a fabricatelor şi semifabricatelor;
- după dimensiunile de gabarit a pieselor fabricate;
- după numărul posturilor de lucru incluse in sistem;
- după traseul sistemului de transfer;
2.2.1. SFF-urile după procesul tehnologic de bază:
- Pentru turnare;
- Pentru forjare;
- Pentru deformare plastică la rece;
- Pentru prelucrarea prin aşchiere;
- Pentru vopsire;
- Pentru acoperiri galvanice;
- Pentru asamblare şi montaj;
2.2.2. SFF-urile după forma geometrică dominantă a semifabricatelor şi pieselor:
- Pentru piese prismatice;
- Pentru piese de rotaţie;
- Pentru piese plane;
- Pentru piese complexe;
2.2.3. SFF-urile după dimensiunile de gabarit a pieselor:
- Pentru mecanica fină (piese mici, usoare:200-250 mm);
- Pentru piese medii (800-1000 mm);
- Pentru piese mari (peste 1000 mm);
2.2.4. SFF-urile după numărul posturilor de lucru incluse în sistem:
- mici (cu maxim 4 posturi de lucru);
- medii (cu până la 10 posturi de lucru);
- mari (cu mai mult de 10 posturi de lucru);
2.2.5. SFF-urile după traseul sistemului de transfer:
- liniar;
- circular;
- mixt;
2.3. Unităţile de lucru
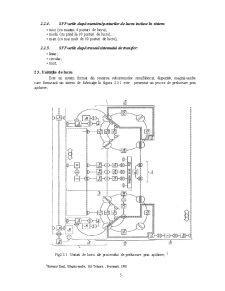
Este un sistem format din reunirea subsistemelor semifabricat, dispozitiv, maşinii-unelte care formează un sistem de fabricaţie.În figura 2.3.1 este prezentat un proces de prelucrare prin aşchiere;
Fig2.3.1 Unitati de lucru ale procesului de prelucrare prin aşchiere;
Simbolurile figurii 2.3.1 se vor citi astfel:
Unitatea de prelucrare 1, 1Mp, pe care se va prelucra semifabricatul 1, 1Sep, montat in dispozitivul de prelucrare 1,1Dp, de tip paletă.
Ansamblul 1Sp+1Dp reprezintă subsistemul semifabricat 1SFm, in unităţile de manipulare piese care efectuează transportul Umr de manipulare şi rotaţie Umr. Pentru unitatea de lucru 2, 2Up acest ansamblu redevine subsistem semifabricat 1SFp şi dispozitiv 1Dp.
Unitatea de manipulare şi transport, Umr va prelua paleta cu semifabricat 1SFm cu ajutorul braţelor cu role, de exemplu, care reprezintă scula unităţii de manipulare Smr, pe care îl va aşeza pe dispozitivul acesteia Dmr. Mecanismele manipulatoare de piese care alcătuiesc maşina de manipulare va transporta paleta cu semifabricat, fie la unitatea de manipulare şi rotaţie, Umr, care roteşte paleta cu 180º, fie unitatea de prelucrare 2,2Up.
Unitatea de manipulare şi rotire, Umr, are ca subsisteme, scula Smr, care poate fi un mechanism cu role, sau un teren cu role fixe, un dispozitiv Dmr şi mecanismele propri-zise care alcătuiesc maşina Mmr, pe lânga paleta cu semifabricat 1SEm, acelaşi ca la 1Up, Mmr şi 2Up.
Unitatea de manipulare scule preia cu mecanismul de prehensiune, care este scula unităţii, sculele care sunt semifabricatele unităţii din magazia de scule MgS în care acestea sunt poziţionate în dispozitivele 1Ds, 2Ds, 3Ds, şi le transportă în dispozitivele portscule ale maşinilor-unelte, în ordinea dată de calculatorul DNC al sistemului flexibil.
Unităţile de evacuare aşchii de la maşina la unitatea de evacuare din secţie au în aparenţă scule reprezentate de harpoane sau racleţi care sunt acţionaţi de maşină, pentru a transporta aşchiile.
Preview document












Conținut arhivă zip
- Sisteme Flexibile de Fabricatie.doc
Alții au mai descărcat și

1. Introducere 2. ASAMBLARI NEDEMONTABILE Asamblarile nedemontabile sunt acele asamblari la care,pentru desfacerea pieselor este necesar sa se...

Problemele rezistentei materialelor Rezistenta materialelor este o stiinta în cadrul Mecanicii tehnice care studiaza cu ajutorul anumitor metode...

Introducere Prin sisteme flexibile de fabricaţie înţelegem acel grup de mâini-unelte cu comandă numerică prevăzute cu un sistem automat de...

In industria constructiei de masini, majoritatea pieselor executate sunt confectionate in proportie foarte mare (peste 70%) din oteluri de scule...

Inainte de a se trece la asamblare, asa cum s-a aratat, piesele trebuie curatatre de bavuri, de impuritati, de pete de grasime si de vopsea....

R.M-rezistenta materialelor E.R-element de rezistenta OBIECTUL SI PROBLEMELE REZISTENTEI MATERIALELOR R.M este o disciplina de cultura tehnica...

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...

Te-ar putea interesa și

1.1. SISTEM FLEXIBIL DE FABRICAŢIE.NOTIUNI TEORETICE. DEFINIŢIE. STRUCTURĂ Sistemul flexibil de fabricaţie (S.F.F.), este un complex integrat,...

1. Descrierea masinii, functionalitate generala Descriere generala Masinile CNC se selecteaza in functie de suprafata de lucru a mesei si de...

1. DEFINIREA ŞI ROLUL CONCEPTULUI DE LOGISTICĂ ÎN MANAGEMENTUL ÎNTREPRINDERILOR INDUSTRIALE 1.1. Conceptul de logistică. Definire şi evoluţie...

1. Generalitati. În practica industriala de pâna acum, automatizarea se realiza mai ales în cadrul unor sisteme rigide de tipul liniilor de...

1 Descriere generala Un sistem flexibil de fabricaţie este un sistem de producţie automatizat, care poate fabrica, cu un minim de intervenţie...

1. Sistemul flexibil de fabricatie 1.1 Sistemul flexibil de fabricatie. Definitie, structură, functii S.F.F. reprezintă un grup de maşini unelte...
Introducere Prin sisteme flexibile de fabricaţie înţelegem acel grup de mâini-unelte cu comandă numerică prevăzute cu un sistem automat de...

1. Introducere Introducerea noţiunii de flexibilitate în producţia de serie mică şi unicate a avut loc în anii 1960, când pentru prima oară a fost...