
Extras din referat
STRATURILE SUPERFICIALE FORMATE IN OTELURI PRIN
DURIFICAREA CU LASER, COMBINATA CU STRUNJIREA
Sunt analizate doua procese care combina durificarea cu laser, urmata de strunjire (tratament succesiv) si durificarea cu laser simultan cu strunjirea (tratament hibrid), cu aplicatie la otelurile slab aliate. Tratamentul hibrid a fost considerat ca fiind o tehnologie mult mai promitatoare, care asigura si rezistenta si precizie dimensionala mai mari.
Tratamentul superficial cu laser constituie una dintre tehnicile cele mai promitatoare pentru cresterea rezistentei la uzura si oboseala a pieselor masinilor. Este binecunoscut faptul ca proprietatile mecanice obtinute prin tratamentul cu laser pot fi extrem de diferite de cele rezultate in urma tratamentului termic conventional. De obicei, durificarea cu laser asigura finisarea grauntilor si o duritate mai mare, ceea ce determina reducerea uzurii [1-6] si proprietati mai bune de rezistenta la oboseala [7-10]. Tratamentul cu laser este adecvat in special pentru durificarea locala a materialelor si astfel, constituie o apJicatie potentials in cazul sculelor si al unor piese de masini, de exemplu, in industria automobilelor. Sunt de mentionat de asemenea avantajele ecologice ale metodei.
Se pot obtine avantaje suplimentare prin combinarea durificarii cu laser cu aschierea. Combinarea a doua sau mai multor procese, care furnizeaza forme diferite de energie, dar servesc acelasi scop final, este cunoscuta ca tratament hibrid.
In aceasta categorie putem include prelucrarea asistata de laser, care se aplica in cazul unor materiale foarte dure, cum sunt ceramicile, aliajele dure pentru scule si otelurile inalt aliate. Scopul sau principal este de a imbunatati prelucrabilitatea prin reducerea duritatii materialului prelucrat.
Durificarea cu laser §i strunjirea pot fi considerate ca tratament succesiv sau hibrid (sincron). In ambele cazuri, sistemul laser nu opereaza ca unitate de sine statatoare, ci este integrat cu o masjna-unealta Tn centrul ma§inii flexibile.
In cazul tratamentului succesiv, unicul scop al strunjirii, care are loc dupa tratamentul cu laser, este acela de a imbunatati finisarea suprafetei.
In tratamentul hibrid, scula taie materialul cald cu plasticitate mai mare, ceea ce reduce fortele de aschiere, mareste durata de viata a sculei §i afecteaza microstructura sj proprietatile finale ale stratului superficial. Acesta reduce semnificativ timpii morti, ceea ce are o importanta economica deosebita. In tratamentul hibrid se pot aplica totusi numai viteze de aschiere §i de avans limitate, deoarece acestea trebuie sa aiba valori echivalente celor de la durificarea cu laser. Tratamentul hibrid trebuie sa aiba ca rezultat imbunatatirea preciziei de prelucrare, deoarece tratamentul termic si prelucrarea sunt realizate in acelasi regim de lucru.
Scopul cercetarilor prezentate in acest articol este acela de a compara rezultatele obtinute prin tratamentul succesiv §i prin eel hibrid, care asigura o grosime adecvata a stratului durificat.
Pentru a realiza aceste objective, trebuie selectati corect parametrii de durificare §i de prelucrare sj trebuie aleasa o geometrie adecvata reciproc pentru fasciculul laser §i varful sculei.
Au fost alese doua marci de otel pentru durificarea cu laser si aschiere: EN 55NiCrMoV si EN 100Cr6 cu urmatoarea compozitie chimica, %:
Inelele din otel EN55NiCrMoV (cu diametrul de 75 mm) §i din EN100O6 (cu diametrul de 58 mm) au fost durificate cu laser cu CO2 care are o radiatie de 10,6 urn. Inainte de tratamentul termic, suprafata otelului a fost acoperita cu un strat care absoarbe fasciculul.
In fig. 1 sunt prezentate pozitia unei piese de prelucrat, un fascicul laser cu diametrul di si un cutit de strung deplasat fata de fasciculul laser cu valoarea Δf in procesul hibrid.
Fig. 1 - Pozitia reciproca a piesei de prelucrat, fasciculului laser
si a varfului cutitului
Au fost aplicati urmatorii parametri de proces:
- puterea laserului, P = 2250 W;
- diametrul fasciculului, d = 2 mm;
- viteza de scanare a laserului, f =5,4 m/min.;
- viteza de a§chiere, vc = 5,4 m/min.;
- avans, a = 0,5 mm/rot.
Probele pentru observarea la microscop au fost taiate din materialul durificat §i acoperite cu un strat de cromate electrolitic. Apoi, sectiuni perpendiculare pe suprafata durificata au fost lustruite.
Probele au fost atacate cu Nital sj studiate la microscopul metalurgic.
A fost studiata, de asemenea, microduritatea Vickers HV0,2 a stratului superficial.
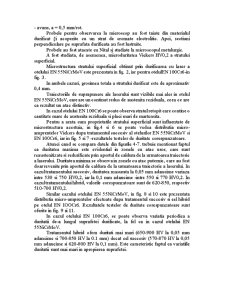
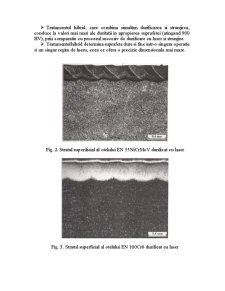
Microstructura stratului superficial obtinut prin durificarea cu laser a otelului EN 55NiCrMoV este prezentata in fig. 2, iar pentru otelulEN 100Cr6-in fig. 3.
In ambele cazuri, grosimea totala a stratului durificat este de aproximativ 0,4 mm.
Preview document












Conținut arhivă zip
- Tratamentul cu Laser al Suprafetei Pieselor.doc
Alții au mai descărcat și

Tratamentul superficial cu sursă concentrată de energie – fasciculul laser, este o tehnologie relativ nouă şi de perspectivă. Deşi efectul Laser –...

METALURGIA CADMIULUI Tehnologiile de prelucrare a sub produselor cu continut de cadmiu pentru obtinerea cadmiului includ in mod necesar...

METALURGIA MOLIBDENULUI Introducere: Molibdenul a fost descoperit in anul 1778 de catre Scheele prin dezagregarea cu acid azotic. Productia de Mo...

1. Consideratii teoretice Debitul este o marime ce caracterizeaza transportul fluidelor prin conducte si canale. Debitul se defineste ca fiind...

1.Obtinerea W din concentratie de Wolframit prin sinterizare alcalina. Reactiile chimice de baza la faza de sinterizare sunt: 2FeWO4 +...

Furnalul a jucat un rol important in productia de fonta datorita eficientei utilizarii caldurii si a gazelor precum si productiei de masa. In...

CAPITOLUL I BIOMATERIALE 1. Definiție, Caracterizare Biomaterialul în terminologia medicală este „orice material natural sau sintetic (care...

Printre parametrii electrotehnologici care influenteaza marimea interstitiului de lucru , siguri sunt aceia ale caror valori permit programarea...
Te-ar putea interesa și

SCURT ISTORIC AL LASERULUI Desi dezvoltate relativ recent, procedeele de prelucrare cu laser ocupa un loc important între procedeele industriale...

Efectul LASER constă în amplificarea luminii prin emisie stimulată de radiaţie. Este un mod special de a produce o radiaţie în domeniul vizibil...

ASPECTE PRIVIND TRATAMENTELE TERMICE CU FASCICUL DE LASER ŞI ELECTRONI CONSIDERAŢII GENERALE Fiecare constructor de maşini şi aparate îşi...

CAPITOLUL 1. OPTIMIZAREA SISTEMELOR DE FABRICAȚIEDIN MEDIUL INDUSTRIAL COMPETENŢA Alegerea sistemului şi a tehnologiei de fabricaţie 1.1....

1.1 Definiţie. Tratamentele termice sunt o succesiune de etape ce constau în încălzirea, menţinerea şi răcirea unor aliaje metalice în scopul...

1. Tendinţe actuale in domeniul tehnicilor şi tehnologiilor speciale de fabricare şi reparare a autovehiculelor Pentru a satisface exigenţele...