
Extras din seminar
iar mişcarea de avans este
mişcarea de translaţie a cuţitului în lungul generatoarei piesei.
În plus, pentru ca aşchierea să se realizeze în condiţii bune este necesar să se stabilească
parametrii principali ai regimului de aşchiere:
a) Adâncimea de aşchiere este definită ca mărimea tăişului principal aflat în contact cu piesa de prelucrat
măsurată perpendicular pe planul de lucru pentru adaosuri simetrice (strunjire):
[mm]
A
t p
2
2⋅
=
b) Avansul se alege din tabele şi se verifică în funcţie de:
- rezistenţa corpului cuţitului ;
- rezistenţa plăcuţei din aliaj dur ;
- forţa admisă de rezistenţa mecanismului de avans ;
- rigiditatea piesei.
c) Viteza principală de aşchiere este definită ca viteza la un moment dat în direcţia mişcării principale a
unui punct de aşchiere considerat pe tăişul sculei:
k k k k [mm]
T t S HB
V C n n
m xv yv
V
p ⋅ ⋅ ⋅ ⋅ ⋅
⎟⎠
⎞
⎜⎝
⋅ ⋅ ⋅⎛
= 1 2 3 K
200
unde: CV = coeficient ce depinde de caracteristicile materialului de prelucrat şi al sculei
T = durabilitatea sculei aşchietoare, în min
m = exponentul durabilităţii
t = adâncimea de aşchiere, în mm
S = avansul de aşchiere în mm / rot
HB = duritatea materialului de prelucrat, în unităţi Brinell
xv, yv = exponenţii adâncimii de aşchiere, şi avansului
n = componentul durităţii materialului
k1, k2, k3, …, kn = coeficienţi ce ţin cont de condiţiile diferite de lucru de cele considerate
d) Puterea efectivă de aşchiere:
N F V [kW] e 6000
2 ⋅
=
unde: F2 = forţa principală de aşchiere, în [daN]
V = viteza de aşchiere, în m/min
Pe parcurs, pentru obţinerea acestor parametri este necesar să se calculeze turaţia n şi forţa F2:
Etapele de lucru la proiectarea regimurilor de prelucrare:
1. alegerea maşinii unelte;
2. alegerea sculei aşchietoare;
3. determinarea adâncimii de lucru;
4. determinarea şi verificarea avansului;
5. determinarea vitezei de aşchiere şi turaţiei teoretice;
6. determinarea turaţiei de lucru şi recalcularea vitezei de aşchiere;
7. determinarea puterii efective de aşchiere şi compararea cu puterea maşinii unelte alese.
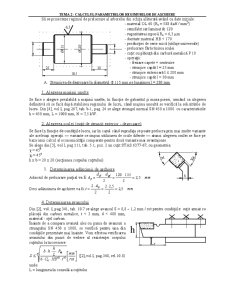
TEMA 2 - CALCULUL PARAMETRILOR REGIMURILOR DE AŞCHIERE
Ø115
Ø120
25 30
305
6,3
Xs
X
b
L
h
Să se proiecteze regimul de prelucrare al arborelui din schiţa alăturată având ca date iniţiale:
- material OL 60 (Ra = 588 daN / mm2)
- semifabricat laminat & 120
- rugozitatea impusă Ra = 6,3 μm
- duritate material HB < 170
- producţiei de serie mică (utilaje universale)
- prelucrare fără răcirea sculei
- cuţit cu plăcuţă din carbură metalică P 10
- operaţii:
- frezare capete + centruire
- strunjire capăt l = 25 mm
- strunjire exterioară l ≤ 280 mm
- strunjire capăt l = 30 mm
A. Strunjirea de degroşare la diametrul Φ 115 mm pe lungimea l = 280 mm
1. Alegerea maşinii unelte
Se face o alegere prealabilă a maşinii unelte, în funcţie de gabaritul şi masa piesei, urmând ca alegerea
definitivă să se facă după stabilirea regimului de lucru, când maşina unealtă se verifică la solicitările de
lucru. Din [4], vol.I, pag 267, tab. b-1, pag. 24 se alege strungul normal SN 450 x 1000 cu caracteristicile
h = 450 mm, L = 1000 mm, N = 7,5 kW.
2. Alegerea sculei (cuţit de strunjit exterior - degroşare)
Se face în funcţie de condiţiile lucru, iar în cazul când suprafaţa se poate prelucra prin mai multe variante
ale aceleiaşi operaţii — variante ce impun utilizarea de scule diferite — atunci alegerea sculei se face pe
baza unui calcul al economicităţii comparate pentru două variante mai avantajoase.
Se alege din [3], vol I, pag 111, tab. 5.1, poz. 2 un cuţit STAS 6377-67, cu geometria:
χ = 450
χs = 450
h x b = 20 x 20 (secţiunea corpului cuţitului)
Preview document



Conținut arhivă zip
- Calculul Parametrilor de Aschiere.pdf
Alții au mai descărcat și

IMPERATIV MAJOR AL UNEI INDUSTRII MODERNE 1.1. CONCEPTUL GENERAL DE ORGANIZARE; ŞTIINŢA ORGANIZĂRII; ORGANIZAREA EMPIRICA SI ORGANIZAREA...

ETAPA I. ALEGEREA MATERIALULUI. Conform desenului de executie piesa din tema este confectionata din OLC 45 STAS 880 - ; cu urmatoarele...

ETAPA a-I-a 1. Studiul desenului de executie Analizind desenul de executie al piesei propuse pentru realizare se constata urmatoarele : •...

1. Studiul tehnic 1.1. Studiul piesei pe baza desenului de produs finit. 1.1.1. Analiza posibilitatilor de realizare a preciziei macro si micro...

O întreprindere este profitabilă dacă realizează produse competitive. In condiţiile actuale ale economiei de piaţă şi ale globalizării pieţelor,...

CAP.I Analiza desenului de executie si a tehnologicitatii piesei. 1.1 Analiza desenului se executie Desenul de executie al piesei trebuie sa...

Se vor determina adaosurile de prelucrare intermediare minime si nominale ( sau maxime ), folosindu-se metoda de calcul analitic. Aceasta metoda...

1 Aşchierea ca efect de PANA.Pt real piesei respective dintr-un semifab trebuie îndepărtat un adaos de prelucrare.Acest adaos trebuie cuprins intre...
Te-ar putea interesa și

1.1 Descrierea principiului masinii , mecanizmului , ansamblului in componenta carea intra piesa ; conditiile de lucru a piesei in ansamblu ,...

1. ANALIZA CONSTRUCTIV TEHNOLOGICA A PIESEI DE PRELUCRAT Prin analiza constructiv-tehnologica inginerul tehnolog identifica in desenul de...

1. Memoriu tehnic 1.1. Analiza desenului de executie Desenul reprezinta un racord mufa obtinut din semifabricat laminat hexagonal, rezultat în...

A. Cutit de strung TEMA PROIECTULUI Sa se proiecteze un cutit de strung cu placuta brazata pentru prelucrarea piesei, din materialul OL60, din...

CAP. 1 Analiza condiţiilor funcţionale şi a tehnologicităţii piesei şi stabilirea tipului sistemului de producţie 1.1.Analiza rolului functional,...

Cap.1 Evoluţia tehnologiei de fabricare a produselor mecanice în etapa actuală Competivitatea economico-industrială a viitorului impune obţinerea...

1.ANALIZA CONDIȚIILOR TEHNICO-FUNCȚIONALE ȘI A TEHNOLOGICITĂȚII PIESEI ȘI STABILIREA TIPULUI SITEMULUI DE PRODUCȚIE 1.1 Analiza rolului...

Din punct de vedere funcţional, piesa din figura este un pinion ce face parte dintr-o cutie de viteze a unei maşini unelte. Aceasta foloseşte la...